Lasersko rezanje z ogljikovimi vlakni ojačenih polimerov pri izdelavi ultralahkih letal
|
|
|
- Blanka Koželj
- pred 3 leti
- Pregledov:
Transkripcija
1 UNIVERZA V LJUBLJANI Fakulteta za strojništvo Lasersko rezanje z ogljikovimi vlakni ojačenih polimerov pri izdelavi ultralahkih letal Diplomsko delo visokošolskega strokovnega študijskega programa I. stopnje STROJNIŠTVO Štefan Zuzek Ljubljana, junij 2017
2
3
4
5 UNIVERZA V LJUBLJANI Fakulteta za strojništvo Lasersko rezanje z ogljikovimi vlakni ojačenih polimerov pri izdelavi ultralahkih letal Diplomsko delo visokošolskega strokovnega študijskega programa I. stopnje STROJNIŠTVO Štefan Zuzek Mentor: doc. dr. Peter Gregorčič, univ. dipl. fiz. Ljubljana, junij 2017
6
7
8
9 Zahvala V največji meri se bi rad zahvalil svojemu mentorju doc. dr. Petru Gregorčiču. Potem se bi rad zahvalil Laboratoriju za lasersko tehniko LASTEH, kjer sem lahko opravil eksperimente, podjetju Pipistrel za dodatno osvetlitev obravnavane problematike in ploščo iz CFRP kompozita, podjetju SPI Lasers, Ltd. iz Velike Britanije, ki je posodilo laser, s katerimi smo opravili eksperimente in podjetju Raylase iz Nemčije, ki je posodilo skenirno glavo. Hvaležen sem tudi Slavi Starc za jezikovni pregled. Na koncu se želim zahvaliti še celotni moji družini, ki me je finančno in psihološko podpirala in tako prispevala k nastanku diplomske naloge. Prav tako tudi moji punci in vsem znancem za veliko potrpljenje. i
10 ii
11 iii
12 iv
13 Izvleček Tek. štev.: VS I/413 UDK : (043.2) Lasersko rezanje z ogljikovimi vlakni ojačenih polimerov pri izdelavi ultralahkih letal Štefan Zuzek Ključne besede: lasersko rezanje laserska obdelava materialov vlakenski laser polimeri z ogljikovimi vlakni ultralahka letala tehnike in parametri rezanja Lasersko rezanje lahko predstavlja pomembno rešitev pri rezanju polimerov, ki so ojačeni z ogljikovimi vlakni (CFRP kompoziti). Rezanje CFRP kompozitov je posebej pomembno pri izdelavi ultralahkih letal, kjer jih večinoma režejo z žago, kar je zelo zamudno. Zato smo v tem delu preizkusili različne načine laserskega rezanja CFRP kompozitov. Uporabili smo vlakenski laser z valovno dolžino 1060 nm in spremenljivo dolžino bliska. Eksperimente smo opravili pri dolžini bliskov 28 ns ter povprečni moči 20 W. Preizkusili smo štiri različne strategije rezanja: rezanje po enojni črti, ter tri načine rezanja z graviranjem. Pri rezanju z graviranjem smo žarek vodili po pravokotniku debeline 1 mm, in sicer: po vzporednih črtah (0 graviranje), po medsebojno pravokotnih črtah (0 /90 graviranje) in po črtah pod štirimi različnimi koti (0 /18 /45 /71 graviranje). Preizkuse smo izvedli na dveh CFRP ploščah debelin 1 mm in 2 mm. Ugotovili smo, da je najučinkovitejše rezanje z graviranjem, kjer žarek vodimo v različnih smereh (0 /90 ali 0 /18 /45 /71 ). Pri tem izbira smeri nima pomembnega vpliva na učinkovitost in končni rezultat. Z izbranimi parametri smo iz 2 mm plošče uspešno izrezali krog in kvadrat. Rezultati kažejo, da uporabljen nanosekundni vlakenski laserski sistem omogoča fleksibilno lasersko rezanje CFRP kompozitov s podobno dobrim rezom kot ga dobimo pri konvencionalnem in zamudnem rezanju z žago. v
14 vi
15 Abstract No.: VS I/413 UDC : (043.2) Laser cutting of carbon fiber reinforced polymers for production of ultralight aircrafts Štefan Zuzek Key words: laser cutting laser material processing fiber laser carbon fiber reinforced polymers ultralight aircrafts cutting techniques and parameters Laser cutting represents an important solution for cutting carbon fiber reinforced polymers (CFRP). Cutting CFRP is particularly important in the production of ultralight aircrafts, where they are mostly cut with a saw, which is very time-consuming. Therefore, the main aim of this thesis is to test different approaches of laser cutting CFRP composites. We used a fiber laser with a wavelength of 1060 nm. Experiments were performed by using pulse duration of 28 ns and an average power of 20 W. Four different cutting strategies were tested: cutting on a single line and three ways of cutting by an engraving. In the case of cutting by an engraving the laser beam was guided within an 1-mm-thick rectangle: filled by parallel lines (0 engraving), filled by perpendicular lines (0 /90 engraving) and filled by lines under four different angles (0 /18 /45 /71 engraving). Tests were performed on two CFRP plates with thicknesses of 1 mm and 2 mm. We have found that the most efficient results are obtained by cutting by engraving, where the beam is guided in different directions (0 /90 or 0 /18 /45 / 71 ). Here, the choice of directions has negligible influence on the efficiency and final result. By using the selected laser parameters we successfully cut a circle and a square from the 2-mm-thick CFRP plate. The results proved that the used nanosecond fiber laser system enables flexible laser cutting of CFRP composites with very similar final result as the conventional and time-consuming cutting by a saw. vii
16 viii
17 Kazalo 1. Uvod Ozadje problema Namen in cilji Teoretične osnove in pregled literature Uporaba in struktura CFRP kompozitov Konvencionalni načini rezanja CFRP kompozitov Rezanje CFRP kompozitov pri izdelavi ultralahkih letal Lasersko rezanje CFRP kompozitov Eksperimentalni sistem in metode Laserski sistem Preizkus različnih laserskih parametrov Vrednotenje rezultatov z uporabo optičnega mikroskopa Rezultati in diskusija Vpliv laserskih parametrov na učinkovitost rezanja Primerjava učinkovitosti različnih tehnik rezanja Izrezi različnih oblik Zaključki Literatura ix
18 x
19 Kazalo slik Slika 2.1: Prikaz pozicije vlaken v materialu [5]... 3 Slika 2.2: Prikaz treh različnih vrst svedrov 5 mm premera : a) spiralni sveder iz hitroreznega jekla; b) štiri stranjski sveder iz cementnega karbida; c) spiralni sveder iz karbidne trdnine [5]... 4 Slika 2.3: Primer vrtanja CFRP kompozita [3]... 5 Slika 2.4: Primer rezkanja z različno orientacijo vlaken [7]... 6 Slika 2.5: Primer brušenja CFRP-ja [8]... 6 Slika 2.6: Primer rezanja z vodnim curkom [9]... 7 Slika 2.7: Delaminacija CFRP kompozita pri vrtanju [6]... 8 Slika 2.8: Primerjava instrumentov na Boingu 777 (leva slika) [28] in na ultralahkem letalu Pipistrela... 9 Slika 2.9: : Primer izreza izvrtin za različne instrumente v armaturno ploščo, ki je narejena iz CFRP kompozita; izrez je bil narejen z žago... 9 Slika 2.10: Vidna poškodba zaradi delaminacije v Pipistrelovem laboratoriju Slika 2.11: Nastanek primarne ( ) in sekundarne ( ) toplotno vplivane cone [3] Slika 3.1: Prikaz laserskega sistema Slika 3.2: Prikaz uporabljenega laserskega sistema Slika 3.3: Struktura vlakenskega laserja [27] Slika 3.4: Uporabljen vlakenski laser Slika 3.5: Pozicionirni sistem z merilno uro Microcode II Slika 3.6: Grafični vmesnik SamLight Slika 3.7: a) Primer nastavljenih parametrov v računalniškemu programu. b) Prikaz parametrov, ki smo jih spreminjali pod zavihom»hatch« Slika 3.8: Vzorec CFRP kompozita debeline 2 mm, ki nam ga je dalo podjetje Pipistrel Slika 3.9: Prikaz nastavitev za rezanje po enojni črti z različnim številom prehodov Slika 3.10: a) Nastavitve rezanja z 0 graviranjem. b) Rezanje po vzporednih črtah, ki tvorijo pravokotnik Slika 3.11: a) Tvorjene pravokotnika z vzporednimi in pravokotnimi črtami. b) Rezanje po vzporednih in pravokotnih črtah, ki tvorijo pravokotnik Slika 3.12: a) Strategija rezanja z 0 /18 /45 /72 graviranjem. b) Nastavitev parametrov za rezanje z 0 /18 /45 /72 graviranjem Slika 3.13: Mikroskop, s katerim smo vrednotili reze na vzorcih Slika 4.1: Mikroskopski posnetek prečnega prereza CFRP pred laserskim rezanjem pri 10-kratni povečavi Slika 4.2: Prednja in zadnja stran vzorca po rezanju po rani črti Slika 4.3: Na levi sliki rezanje s parametri G, na desni pa s parametri H edina vidna z mikroskopom Slika 4.4: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju po ravni črti z goriščem na površini vzorca Slika 4.5: Prednja in zadnja stran vzorca po rezanju z 0 graviranjem Slika 4.6: Posnetki prečnega prereza rezov pri rezanju z 0 graviranjem xi
20 Slika 4.7: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 graviranjem z goriščem na površini vzorca Slika 4.8: Prednja in zadnja stran vzorca po rezanju z 0 /90 graviranjem Slika 4.9: Posnetki prečnega prereza rezov pri rezanju z 0 /90 graviranjem pri gorišču na površini vzorca Slika 4.10: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /90 graviranjem z goriščem na površini vzorca Slika 4.11: Prednja in zadnja stran vzorca Slika 4.12: Posnetki prečnega prereza rezov pri rezanju z 0 /18 /45 /72 graviranjem Slika 4.13: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /18 /45 /72 graviranjem z goriščem na površini vzorca Slika 4.14: Prednja in zadnja stran vzorca Slika 4.15: Prikazovanje kvalitete in debeline reza pri mikroskopski povečavi Slika 4.16: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju po enojni črti z goriščem na sredini vzorca (oranžne točke). Za primerjavo je podana ista odvisnost za primer, ko gorišče postavimo na površino vzorca (modre točke) Slika 4.17: Prednja in zadnja stran vzorca Slika 4.18: Posnetki prečnega prereza rezov pri rezanju z 0 graviranjem Slika 4.19: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 graviranjem in goriščem na polovici debeline vzorca (modre točke). Za primerjavo je prikazan rezultat, ko je gorišče postavljeno na prednjo stran vzorca (rdeče točke) Slika 4.20: Prednja in zadnja stran vzorca po rezanju z 0 /90 graviranjem Slika 4.21: Prikazovanje kvalitete in debeline reza pri mikroskopski povečavi Slika 4.22: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /90 graviranjem z goriščem na polovici debeline vzorca (rdeče točke). Za primerjavo je prikazan rezultat, ko je gorišče postavljeno na prednjo stran vzorca (vijolične točke) Slika 4.23: Prednja in zadnja stran vzorca Slika 4.24: Posnetki prečnega prereza rezov pri rezanju z 0 /18 /45 /72 graviranjem Slika 4.25: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /18 /45 /72 graviranjem z goriščem na polovični debelini vzorca (zelene točke). Za primerjavo je prikazan rezultat, ko je gorišče postavljeno na prednjo stran vzorca (črne točke) Slika 4.26: Logaritemski prikaz potrebnega števila prehodov Np da prerežemo 1 mm debelo ploščo pri treh različnih tehnikah graviranja za primer gorišča na površini (modri stolpci) oz. gorišča na polovici debeline vzorca (zeleni stolpci) Slika 4.27: Na levi strani potek laserskega izreza vzorca kvadratne oblike, na desni pa izreza kroglaste oblike Slika 4.28: Primer izreza kroga (levo) in kvadrata (desno) s tehniko zlatih kotov Slika 4.29: primera vzorca okrogle in kvadratne oblike, ki smo jih z najboljšo tehniko in številom prehodov izrezali iz plošče CFRP kompozita xii
21 Kazalo preglednic Preglednica 3.1: Število prehodov pri rezanju po enojni črti Preglednica 3.2: Število ciklov in prehodov pri rezanju z 0 graviranjem Preglednica 3.3: Število prehodov in ciklov pri rezanju z 0 /90 graviranjem Preglednica 3.4: Število ciklov in prehodov pri rezanju z 0 /18 /45 /72 graviranjem xiii
22 xiv
23 Seznam uporabljenih simbolov Oznaka Enota Pomen E J energija f Hz frekvenca I intenziteta N 1 število prehodov laserskega snopa P W moč r m radialna komponenta merjenja od simetrijske osi snopa T s perioda v hitrost potovanja snopa w m polmer snopa x 1 abscisna os kartezičnega koordinatnega sistema y 1 ordinatna os kartezičnega koordinatnega sistema z m aksialna komponenta merjena od položaja pasu snopa λ nm valovna dolžina A površina F J/ fluenca 1 kvaliteta žarka Indeksi 0 v pasu (z = 0) c cikli p prehodi R Rayleighova dolžina xv
24 xvi
25 Seznam uporabljenih okrajšav Okrajšava Pomen A350 Letalo Airbus 350 ang angleščina CFRP z ogljikovimi vlakni ojačeni polimeri (ang. Carbon Fiber Reinforced Polymers) ogljikov dioksid Nd neodim kisik YAG itrij-aluminijev granat xvii
26 xviii
27 1. Uvod 1.1. Ozadje problema Lasersko rezanje predstavlja pomembno rešitev pri obdelavi najrazličnejših in najzahtevnejših materialov v današnji industriji [1, 2]. V zadnjih dveh desetletjih se je ta tehnika zelo razvila in dosegla dobre rezultate prav zaradi svoje natančnosti in prilagodljivosti. Nastavitev parametrov laserskega rezanja je ključnega pomena za končni rezultat [3], še posebno če režemo kompozite, ki so sestavljeni iz dveh ali več materialov. Ti se največkrat uporabljajo v letalski industriji, kjer je razmerje med vzdržljivostjo in težo materiala zelo pomembno za uspešno konstrukcijo letal. Eden izmed takih materialov so polimeri, ojačeni z ogljikovimi vlakni (CFRP, angl. carbon fiber reinforced polymers). Ta material je sestavljen iz ogljikovih vlaken, ki so med seboj prepletena v pravokotnih smereh, ter polimerov, ki ogljikova vlakna vežejo in ščitijo [1, 4]. Zaradi odličnega razmerja med vzdržljivostjo in težo je ta material zelo uporabljen v letalski industriji, čeprav je njegovo rezanje težavno in zamudno [1, 2, 4] Rezanje CFRP predstavlja torej velik izziv pri izdelavi ultralahkih letal. V nadzorno ploščo letala, ki je izdelana iz CFRP, je namreč potrebno izrezati izvrtine različnih oblik in dimenzij, da se v njih kasneje lahko vgradijo letalski instrumenti [5, 6]. Z izzivom rezanja takih kompozitov se srečujejo tudi v slovenskem podjetju Pipistrel iz Ajdovščine. Za take izreze se običajno uporabljajo različne konvencionalne metode [1, 3, 7-10], ki imajo številne pomanjkljivosti. Rezanje z vodnim curkom npr. vodi v nesprejemljive poškodbe zaradi delaminacije, zato se običajno uporablja izrez z žago, ki pa je dolgotrajen in zamuden. Lasersko rezanje tako predstavlja odlično alternativo konvencionalnim pristopom. Vendar je pri tem pomembno dobro razumeti vpliv različnih laserskih parametrov, kot so energija bliskov, povprečna moč, frekvenca bliskov in hitrost vodenja žarka po površini na kakovost reza. Ogljikova vlakna imajo namreč toplotno prevodnost in absorpcijo različno od polimerov, zato predstavlja lasersko rezanje takih kompozitov velik izziv [10, 11]. Poleg tega neprimerna izbira laserskih parametrov lahko vodi tudi do vžiga in posledično nesprejemljivih poškodb materiala. V diplomskem delu zato preučujemo, kako različni laserski parametri vplivajo na kakovost rezov različno debelih plošč CFRP. 1
28 Uvod Za lasersko rezanje CFRP kompozitov se običajno uporabljata dva različna pristopa. Prvi je z uporabo ultrakratkih (ps, fs) laserskih sistemov [10, 12], ki pa so izjemno dragi. Drugi pa vključuje dodajanje raznih aditivov v polnilo, ki izboljšajo absorpcijo laserske svetlobe [12]. Tudi ta postopek je problematičen, saj taki aditivi lahko oslabijo material [4, 11, 13]. Diploma zato naslavlja poseben izziv, ki je v tem, da bomo poskusili CFRP kompozit, ki nima posebnih dodatkov, rezati z nanosekundnim laserskim sistemom, ki je cenovno dostopen (okoli desetkrat cenejši od ultrahitrih laserskih sistemov). Uporabili bomo namreč nanosekundni vlakenski bliskovni laser s spremenljivo dolžino bliska, ki omogoča robustno delovanje in ne terja veliko vzdrževanja. Pričakujemo, da bodo rezultati pomembni tudi za slovensko podjetje Pipistrel, ki izdeluje ultralahka letala, in jim bodo dolgoročno omogočili prehod iz konvencionalnega ter zamudnega rezanja na lasersko (fleksibilno) rezanje CFRP materialov Namen in cilji Glavni namen dela je ugotoviti, ali je z bliskovnim nanosekundnim vlakenskim laserjem s spremenljivo dolžino bliska mogoče rezati CFRP kompozit, ne da bi ga pri tem poškodovali, ter preučiti, kako različni laserski parametri in strategije rezanja vplivajo na učinkovitost rezanja in kakovost rezov. Namen smo dosegli z zasledovanjem sledečih ciljev: preučiti delovanje laserskega sistema z nanosekundnim bliskovnim vlakenskim laserjem; raziskati, kako različni laserski parametri, kot so energija bliskov, hitrost vodenja žarka po površini, pozicija gorišča glede na površino obdelovanca, frekvenca bliskov in različne strategije rezanja vplivajo na učinkovitost, globino in kakovost rezov; izbrati najučinkovitejše parametre in jih preizkusiti pri izrezu različnih izvrtin različnih oblik v različno debele plošče iz CFRP kompozita. z izbranimi parametri za laserski izrez CFRP plošč preizkusiti rezanje na realnem vzorcu, ki ga v podjetju Pipistrel uporabljajo za izdelavo ultralahkih letal. V nalogi najprej predstavimo teoretične osnove ter pregled literature s področja rezanja CFRP kompozitov. V naslednjem poglavju opišemo in predstavimo eksperimentalni sistem za rezanje CFRP s pomočjo vlakenskega laserja s spremenljivo dolžino bliskov. Opišemo tudi sistem za vrednotenje rezultatov. Sledi poglavje, v katerem prikažemo rezultate rezanja z različnimi parametri in strategijami ter jih komentiramo. Nalogo sklenemo s poglavjem Zaključki, v katerem povzamemo najpomembnejše ugotovitve. 2
 v vesoljski, letalski, avtomobilski,")
29 2. Teoretične osnove in pregled literature 2.1. Uporaba in struktura CFRP kompozitov Zaradi velike potrebe materialov z dobrim razmerjem med trdnostjo in težo, je CFRP (polimeri, ojačeni z ogljikovimi vlakni) v vesoljski, letalski, avtomobilski, ladijski, energetski, športni in mnogih drugih industrijah postal nenadomestljiv. Povpraševanje se vsako leto povečuje, vendar ostaja produkcijski proces še vedno dolg in kompliciran, še posebej pri rezanju takih vrst kompozitnih materialov [1]. V letalstvu mora biti uporabljen material zelo lahek in vzdržljiv, saj sile pritiskajo na letalo iz vseh smeri. Da odpravimo problem nateznih sil, moramo v material postaviti vlakna v smeri natega (steklena vlakna, nylon vlakna, ogljikova vlakna, Kevlar vlakna ). Velikokrat pa se v industriji vlakna postavijo pravokotno in izmenično ena na druga (slika 2.1), tako da postane material bolj vzdržljiv, v nekaterih primerih pa samo iz estetskih razlogov. Slika 2.1: Prikaz pozicije vlaken v materialu [5] Vlakno je torej naša matica (vezivo), ki reši problem natega, toda vlakna sama na sebi ne uspejo zdržati tlačnih sil. Zaradi tega je treba vlakna»zalepiti skupaj«z nekim materialom, ki uspe obdržati vlakna v smeri, je odporen na tlačne sile, ne vpliva preveč s svojo težo in jih uspe ščititi pred okolico. Potrebna so torej polnila (armatura), ki so navadno različne vrste polimerov, kot sta plastika ali epoksi smola [2]. Proti koncu izdelovalnega postopka se najzahtevnejši del šele začne, to je rezanje in oblikovanje CFRP kompozitov. 3

30 Teoretične osnove in pregled literature 2.2. Konvencionalni načini rezanja CFRP kompozitov Veliko literature opisuje, kako pomembno je upoštevanje parametrov za oblikovanje in rezanje CFRP kompozitov, in tudi, kako se bo pri njihovem neupoštevanju material lomil; napačni parametri lahko vodijo celo do delaminacije in estetskih nepravilnosti. [5]. Študij rezanja in oblikovanja kompozitnih materialov se začne leta 1985, ko Koenig študira vrtanje CFRP kompozitov in odkrije, da prehitro vrtanje materiala povzroči majhne razpoke okrog zunanjega roba izvrtane luknje [14]. Nato sledijo sledeče pomembnejše študije: Miller leta 1987 postavi bazo podatkov, ki prikazuje optimalne parametre vrtanja za minimalno okvaro materiala [15]. Chambers in Bishop leta 1995 preučita in dokažeta, da je kvaliteta rezanja odvisna od matrike materiala (epoksi smola, plastika) in njene geometrije [16]. Lin in Chen leta 1996 pri vrtanju kompozitov z visoko hitrostjo odkrijeta, da se s povečanjem hitrosti rezanja poveča tudi obraba orodja [17]. Wen-Chou Chen leta 1997 z vrsto preizkušanj dokaže, da je možno delaminacijo omejiti z ustrezno geometrijo orodja (slika 2.2) in z upoštevanjem posameznih parametrov vrtanja [18]. - Piquet s sodelavci leta 2000 s študijem vrtanja kompozitnih materialov odkrije, da je mogoče z ustreznim orodjem omejiti okvaro izvrtane luknje na izstopu in izhodu orodja [19]. Leta 2001 Enemuoh s sodelavci z uporabo tehnike Taguchi pokaže, da je CFRP mogoče rezati, ne da bi material poškodovali [20]. Slika 2.2: Prikaz treh različnih vrst svedrov 5 mm premera : a) spiralni sveder iz hitroreznega jekla; b) štiri stranjski sveder iz cementnega karbida; c) spiralni sveder iz karbidne trdnine [5] 4

31 Mehansko rezanje CFRP kompozitov Teoretične osnove in pregled literature Najpogostejši načini mehanskega rezanja CFRP kompozitov so: žaganje, brušenje, rezkanje in vrtanje. Obstajajo pa še alternativni postopki, kot so na primer odrezovanje z vodnim curkom in odrezovanje z laserjem [1]. Poglejmo si vsak postopek posebej. Vrtanje je najbolj razvita operacija v industriji. Samo pri izdelavi letala Airbus A350 je potrebnih izvrtin. Ker ima CFRP popolnoma različno strukturo od vseh drugih materialov, pride pri vrtanju lukenj (slika 2.3) do velike obrabe orodja. To pa ni edina težava, s katero se sooča današnja industrija, saj vrtanje lahko vodi tudi do poškodb okoliškega materiala (delaminacija in razpoke na površini) in se tako poleg povečanja stroškov poveča tudi čas za izdelavo in popravljanje [10]. Slika 2.3: Primer vrtanja CFRP kompozita [3] Pri rezkanju (slika 2.4) je bilo narejenih veliko eksperimentov s spreminjanjem temperature CFRP kompozitov in usmerjenosti vlaken [7]. Dokazano je bilo, da je treba za vsako usmerjenost vlaken uporabiti ustrezen postopek rezanja, saj se v obratnem primeru pojavijo razpoke na površini materiala. Sledili so eksperimenti z višjo hitrostjo rezkanja, ki pa so tudi vodili v okvaro materiala zaradi ogretja orodja. Tako so skušali spreminjati temperaturo CFRP kompozitov. Pri tem so ugotovili, da se pri temperaturah med -40 C in 20 C tvorijo razpoke na materialu, pri temperaturah, višjih od 120 C, pa pride do okvare materiala zaradi previsokih temperatur. Po vseh izvedenih eksperimentih je bilo ugotovljeno, da so optimalni pogoji rezkanja CFRP kompozitov pri temperaturi 80 C, kjer ne pride do termičnih in površinskih okvar [7, 13]. 5
32

33 Teoretične osnove in pregled literature delaminacije, z laserjem pa so material rahlo ožgali. S tem se je postavil izziv, ali je mogoče laserske parametre ustrezneje nastaviti. Odrezovanje z vodnim curkom, kot je prikazano na sliki 2.6, se iz leta v leto bolj uporablja. To se dogaja zaradi zelo širokega območja uporabe, saj se ta metoda lahko uporablja pri rezanju kompozitnih materialov, zlitin, različnih vrst kovin in pri mnogih drugi materialih. To tehniko so odkrili že leta Raziskovalci in inženirji so v njej hitro opazili zelo velik potencial za vso industrijo. V vseh teh letih je bilo napisanih veliko člankov [9, 22] o tej tehniki, ki se iz leta v leto izboljšuje. Izboljša se tehnologija in s tem tudi moč curka, ki danes omogoča še večje število rezanja različnih materialov, zanesljivosti in natančnosti zaradi večje moči curka. Pri uporabi te tehnike je poraba orodja omejena. Medtem ko se druge tehnike direktno dotikajo materiala, je pri tej tehniki vodni curek samo sredstvo, ki ga mi uporabljamo, da material ustrezno oblikujemo. To je velika prednost glede na druge tehnike, ampak pri rezanju CFRP kompozitov nastajajo vseeno težave. Večkrat pride pri uporabi te tehnike do delaminacije in material postane neuporaben. Druga velika težava so nepravilnosti na površini oziroma ostanki vlaken, ki jih je treba še brusiti, če hočemo da bo površina povsod gladka. To brušenje povzroča veliko izgubo časa in porabo druge vrste orodja. Nekaj literature opozarja na to, da se poleg delaminacije, nastanka nepravilnih robov in dragega orodja zaradi uporabe vode material ovlaži in zgubi svoje mehanske lastnosti. To je za letalsko industrijo zelo nevarno, ker so obremenitve zelo velike in lahko poslabšanje lastnosti materiala lahko vodi do katastrofe [1, 22]. Slika 2.6: Primer rezanja z vodnim curkom [9] Težave z delaminacijo Pri rezanju CFRP kompozitov je problem delaminacije zelo pogost, še posebno pri najvišjih in najnižjih slojih materiala, kjer so vlakna podprta samo z bočne strani. To lahko povzroči veliko škodo, saj je potrebno po obdelavi material popravljati, v nekaterih primerih pa ga celo zamenjati. Izvedenih je bilo veliko poskusov z različnimi orodji, toda primer delaminacije ostaja še vedno zelo pogost [21]. 7
![Teoretične osnove in pregled literature Delaminacijo CFRP-ja pri rezkanju sta prva opazovala in študirala Colligan in Ramulu [5, 20].](/docs-images/111/198143448/images/34-0.jpg "Po številnih eksperimentih sta jo ločila na več vrst in dokazala, da je delaminacija v glavnem posledica slabe opore zgornjih slojev CFRP-ja. Drugi raziskovalci, kot npr.")
34 Teoretične osnove in pregled literature Delaminacijo CFRP-ja pri rezkanju sta prva opazovala in študirala Colligan in Ramulu [5, 20]. Po številnih eksperimentih sta jo ločila na več vrst in dokazala, da je delaminacija v glavnem posledica slabe opore zgornjih slojev CFRP-ja. Drugi raziskovalci, kot npr. Rummenholler in Hohense [21] so uporabljali različno ostra orodja in pri tem ugotovili, da je pri procesu rezanja ostrina uporabljenega orodja odločilna pri pojavljanju delaminacije. Ostrejše je orodje, lažje režemo material in manj delaminacije se pojavi na zgornjih slojih materiala. Kar se tiče hitrosti rezkanja, pa je Davim J.R dokazal, da sta hitrost napredovanja zob in število uporabljenih zob tudi pomembna pri pojavu delaminacije. Počasnejše bo napredovanje zob, manj bo delaminacije [5]. Delaminacija pri vrtanju CFRP-ja (slika 2.7) je tudi zelo pogosta in nezaželena. Zhang [8] je odkril, da ni pri vrtanju ta vrsta poškodbe odvisna samo od ostrosti orodja, ampak tudi od orientacije vlaken in smeri vrtanja. Tudi tukaj nastane večina primerov delaminacije zaradi prevelike obrabe orodja. Problem je še vedno premajhna opora zgornjih in spodnjih vlaken, saj se ob vrtanju CFRP-ja delaminacija najbolj razširi na vhodu v material (zgornjem delu luknje) in na izhodu iz materiala (spodnjem delu luknje) [21]. Če torej uspemo rezati material brez pojava delaminacije, je seveda za podjetje velik dosežek, saj lahko prihrani veliko denarja in časa [5, 21]. Poglejmo, kateri so pogoji pri mehanskem rezanju CFRP-ja, ki jih moramo upoštevati, da lahko režemo material brez nastanka delaminacije : - najpomembnejše je stanje orodja: velika obraba orodja bo vodila v večjo delaminacijo; - rezalni kot vlaken: ob ustreznem rezalnem kotu vlaken so možnosti za nastanek delaminacije mnogo manjše; - orientacija vlaken: rezalni kot je odvisen tudi od orientacije vlaken; - pri rezkanju je pomembna hitrost napredka orodja prehitro napredovanje vodi v nastanek delaminacije [21]. Sloji ogljikovih vlaken Matrika ali polnilo Potisna sila Slika 2.7: Delaminacija CFRP kompozita pri vrtanju [6] 8

. Slika 2.")
![8: Primerjava instrumentov na Boingu 777 (leva slika) [28] in na ultralahkem letalu Pipistrela V podjetju Pipistrel, ki izdeluje ultralahka letala, za nadzorno ploščo z instrumenti v](/docs-images/111/198143448/images/35-2.jpg "kokpitu uporabljajo CFRP kompozit (slika 2.13). Razlog tiči v tem, da ima tak material dobre mehanske lastnosti in je zelo lahek.")
35 Teoretične osnove in pregled literature 2.3. Rezanje CFRP kompozitov pri izdelavi ultralahkih letal Instrumenti v pilotski kabini Najpomembnejši del letala, so poleg trupa in kril instrumenti. Pilotu namreč omogočajo dober in hiter pregled pomembnih parametrov letenja, kot sta višina in hitrost. Večje je letalo, več instrumentov potrebuje za varno letenje. Potniška letala imajo veliko več instrumentov, kot jih ima jadralno, ultralahko ali katerokoli drugo letalo, uporabljeno za šolanje (slika 2.12). Slika 2.8: Primerjava instrumentov na Boingu 777 (leva slika) [28] in na ultralahkem letalu Pipistrela V podjetju Pipistrel, ki izdeluje ultralahka letala, za nadzorno ploščo z instrumenti v kokpitu uporabljajo CFRP kompozit (slika 2.13). Razlog tiči v tem, da ima tak material dobre mehanske lastnosti in je zelo lahek. Oblike instrumentov so zelo raznolike, velikokrat okrogle, kar lahko pri rezanju tega materiala povzroča še dodatne težave [23]. Slika 2.9: : Primer izreza izvrtin za različne instrumente v armaturno ploščo, ki je narejena iz CFRP kompozita; izrez je bil narejen z žago 9

36 Teoretične osnove in pregled literature Težave pri izrezu CFRP kompozita pri izdelavi ultralahkih letal V podjetju Pipistrel so preverili različne načine rezanja, a so vedno naleteli na določene težave. CFRP kompozite najpogosteje režejo z žago, preizkusili pa so tudi izrez z vodnim curkom in z laserjem. Pri vsaki tehniki so se pojavile nekatere težave, tako da sedaj še vedno režejo ogljikova vlakna z žago, kar je sicer zelo zamudno, a najmanj poškoduje material v okolici izreza. Rezanje z laserjem je mogoče, samo če so njegovi parametri ustrezno nastavljeni. Ker je teh parametrov precej, je optimalne/ustrezne parametre težko poiskati. Pri Pipistrelu so tako laser sicer poskusno uporabili, a niso dosegli želenih rezultatov. Material se je namreč pri izrezu zažgal in posledično preveč poškodoval. Pri izrezu z vodnim curkom so se pojavile težave z delaminacijo (slika 2.14). Nadzorna plošča, na kateri izrez vodi do delaminacije, ni uporabna za vgradnjo v ultralahko letalo. Posledično sedaj najpogosteje uporabljajo izrez z žago. Poudariti je potrebno, da je tako rezanje zelo zamudno, zato v podjetju še vedno iščejo ustrezno rešitev. Slika 2.10: Vidna poškodba zaradi delaminacije v Pipistrelovem laboratoriju 2.4. Lasersko rezanje CFRP kompozitov V tem poglavju bomo najprej predstavili najpomembnejše osnove laserske tehnike, kot sta laserski sistem in Gaussov snop, nato pa na kratko povzeli literaturo s področja laserskega rezanja CFRP kompozitov Laserski sistem Beseda laser LASER je kratica za»light amplification by stimulated emission of radiation«ali po slovensko»ojačanje svetlobe s spodbujanim sevanjem valovanja«. Predstavlja pa vir svetlobe, ki ima določene izjemne lastnosti: je enobarvna, usmerjena in koherentna. Poleg 10
37 Teoretične osnove in pregled literature tega lahko laser seva svetlobo v obliki zelo kratkih bliskov. Laser je v grobem sestavljen iz treh glavnih delov: 1) resonatorja, ki ga sestavljata dve zrcali; 2) aktivnega medija, v katerem pride do stimulirane emisije; 3) črpanja, ki dovaja energijo [24]. Za obdelavo materialov (npr. rezanje) sam laser ne zadostuje. Za to potrebujemo laserski sistem, ki ga sestavljajo trije večji sklopi: - Laserski vir: laser, ki je izvor svetlobe; - Skenirna glava z optiko: z uporabo dveh zrcal skenirna glava vodi svetlobo po obdelovancu, da lahko na njem obdelamo površine različnih oblik. Na izhodu skenirne glave imamo ustrezno optiko, ki jo sestavljata razširjevalnik žarka in F- theta leča. Leča zbere svetlobo na obdelovancu in s tem pomembno določa fluenco (energijo na površino); - Krmilnik: Skenirna glava in laserski sistem morata delovati sinhronizirano. Za tako delovanje skrbi krmilna elektronika, ki jo preko ustreznega grafičnega vmesnika krmilimo s pomočjo osebnega računalnika. Obstajata dve vrsti laserskih sistemov: kontinuirni ali bliskovni. Pri tem se razlikujeta predvsem v tem, ali imata bliskovni ali kontinuirni laserski vir. Kontinuirni laserski vir ves čas sveti s konstantno močjo, medtem ko bliskovni seva bliske svetlobe. Pri kontinuirnem laserskem viru je torej pomemben parameter moč P, pri bliskovnem pa energija bliska E. Ko tak vir postavimo v laserski sistem, ki svetlobo zbere v majhni piki s površino A na površju obdelovanca, lahko govorimo o pomembnem parametru laserskega sistema. Pri kontinuirnem laserskem sistemu je to intenziteta I, pri bliskovnem pa fluenca F: (2.1) Pri raznih laserskih obdelavah, kot tudi pri laserskem rezanju, je potrebno preučiti, kako različni laserski parametri vplivajo na učinkovitost in hitrost obdelave, ter na podlagi tega nato za posamezno obdelavo izbrati najustreznejši laserski sistem. Pri tem so najpomembnejši laserski parametri sledeči: - valovna dolžina: pomembna je predvsem zato, ker imajo različni materiali absorpcijski vrh pri različnih valovnih dolžinah, visoka absorpcija pa pomeni učinkovito pretvorbo energije svetlobe v mehanske učinke obdelave. Valovna dolžina je odvisna od laserskega vira, in sicer laserski viri z različnim aktivnim medijem sevajo različne valovne dolžine svetlobe. - način delovanja: bliskovni ali kontinuirni. Pri bliskovnem delovanju se energija sprosti v zelo kratkem času in dosežemo visoke vršne moči, pri kontinuirnem pa laser seva ves čas z isto vršno močjo. 11
38 Teoretične osnove in pregled literature - frekvenca bliskov: pove nam, koliko bliskov laser izseva na časovno enoto. Večje frekvence bliskov omogočajo hitrejše obdelave pri enakem prekrivanju zaporednih poškodb, ki jih povzroči posamezni blisk. - premer in kvaliteta žarka ( : Najidealnejši žarek je Gaussov žarek, ki ima kvaliteto M 2 enako 1. Tak žarek lahko fokusiramo v najmanjšo piko. Manj kot je kvaliteten žarek, večja je laserska pika v gorišču in posledično pri enaki moči/energiji manjša intenziteta/fluenca. - povprečna moč: večja kot je povprečna moč laserskega sistema, hitreje lahko obdelujemo material. - hitrost in resolucija skenirne glave: skenirna glava ima dve zrcali, ki vodita žarek po površini. Hitreje kot skenirna glava vodi žarek po obdelovancu, višje frekvence laserskih bliskov lahko uporabimo in hitreje obdelujemo material. Resolucija skenirne glave pa nam pove, kako skupaj lahko z njo vodimo žarek po dveh sosednjih črtah. - goriščna razdalja F-theta leče: manjša goriščna razdalja omogoča manjšo lasersko piko in s tem višjo fluenco oz. intenziteto. Po drugi strani pa manjša goriščna razdalja terja boljše pozicioniranje obdelovanca v gorišče in zmanjšuje hitrost pomikov skenirne glave po površini Gaussov snop Gaussov snop najenostavneje opiše širjenje laserske svetlobe. To je snop elektromagnetnega valovanja, katerega prečno komponento opišemo z Gaussovo funkcijo [25]. Za natančen izračun je treba uporabiti formulo za intenziteto in formulo za amplitudo, saj nam ti dve formuli podajata glavni informaciji za razumevanje oblike profila snopa. Intenziteto Gaussovega snopa lahko zapišemo kot: ( ( ( ) ( ( ) (2.2) Kjer so: - radialna komponenta, merjena od osi snopa - z aksialna komponenta, merjena od pasu snopa - in sta polmer snopa v pasu in intenziteta v središču snopa pri Polmer oziroma širina snopa glede na aksialno komponento, ki je merjena v pasu snopa opiše enačba: 12
39 Teoretične osnove in pregled literature ( ( ) (2.3) Kjer so : - z aksialna komponenta, merjena od pasu snopa - polmer snopa pri - je Rayleighova dolžina, ki je definirana kot : (2.4) Kjer so : - polmer snopa pri - λ valovna dolžina svetlobe Lasersko rezanje CFRP kompozitov Lasersko rezanje se razvija vse od leta 1970 [14]. V tistem času je bila ta vrsta rezanja namenjena predvsem rezanju kovin. Industrijsko se je razvila zelo hitro, predvsem zaradi novih tehnologij, ki so omogočile hitrejše in natančnejše rezanje materiala. S hitro rastjo splošne aviacije, ki je v tistih letih doživela pravi razpon, se je ta tehnika izboljšala tudi v rezanju kompozitnih materialov, ki so za letalsko industrijo neobhodno potrebni. Ker je lasersko rezanje postajalo vse bolj zanimivo za celoten razvoj industrije, je bilo med letoma 1985 in 1995 izvedeno več vrst eksperimentov na kompozitnih materialih [5]. Po skoraj tridesetih letih raziskovanj, izboljšav in odkritij, je ta tehnika zelo napredovala in se uveljavila kot zelo učinkovita za rezanje takih vrst materialov kot so kompozitni. Ta tehnika predstavlja torej velik dosežek in napredek za celotno industrijo, saj se lahko hitrost izdelave veliko pomanjša in kvaliteta izdelka veliko izboljša ob pravi uporabi laserske tehnike [3]. CFRP je sčasoma začel nadomeščati aluminij in jeklo. V podjetjih se je začela pojavljati ideja rezanja CFRP-ja z laserji, saj je bila obraba orodja pri rezanju kompozitnih materialov prevelika in draga [11, 26]. Laser ni v direktnem stiku z materialom in zato nima velikih obrab, ampak struktura CFRP-ja predstavlja velike težave za katerokoli tehniko rezanja, tudi lasersko. Ogljikova vlakna in njeno polnilo (velikokrat polimer ali epoksi smola) imajo zelo različne termične in fizikalne lastnosti, kar predstavlja pri tem tipu rezanja največjo težavo. Vlakna imajo veliko večjo toplotno prevodnost kot polnilo, zaradi tega predno uspe laser prerezati vlakno, del polnila izhlapi ali se zažge [10]. S pomočjo literature lahko ugotovimo, da je lasersko rezanje CFRP kompozitov mogoče z dvema pristopoma: 13
40 Teoretične osnove in pregled literature - z uporabo ultrakratkih (ps, ns) laserskih sistemov [12]; - z dodatnim materialom v polnilu (saje), ki izboljšajo absorpcijo laserske svetlobe [1,12] V obeh primerih še vedno obstajajo težave. Ultrakratki laserski sistemi so zelo dragi, zato v določenih primerih njihov nakup ni upravičen in je bolje ostati pri konvencionalnih načinih rezanja. Če hoče podjetje kupiti laser, ki ima dovolj visoko izhodno moč in druge ustrezne karakteristike, je lahko tak nakup precej drag, zato je treba najprej preveriti, ali je tak nakup opravičen. Z dodatnim materialom v polnilu pa se spremenijo mehanske lastnosti CFRP-ja, kar lahko vodi v nižje dopustne vrednosti in oslabitev materiala [4, 11, 13]. TVC TVC Slika 2.11: Nastanek primarne ( ) in sekundarne ( ) toplotno vplivane cone [3] Ob uporabi laserja je nastanek termične poškodbe na kompozitnem materialu kot je CFRP, zelo pogost. Kot smo že obrazložili, sta si ogljikovo vlakno in njeno polnilo zelo različni v termo-fizikalnih lastnostih, še posebej v prevodnosti toplote in v absorpciji laserske svetlobe. Navadno skušamo pri vrtanju obdržati delavno območje med 80 C in 120 C, tako da ne pride do izhlapevanja polnila (navadno nad 280 C). Polnilo se torej veliko prej stali kot vlakno, ki toploto boljše prenaša in se zaradi tega na robu odrezanega dela tvori toplotno vplivana cona (slika 2.11). Pri rezanju CFRP kompozita seveda materiala ne želimo in ne smemo poškodovati. Temu se lahko izognemo na sledeče načine [3]: - trajanje bliskov: trajanje bliska in hitrost premikanja materiala sta bistvena pri tvorjenju toplotno vplivne cone. Bliski ne smejo biti predolgi in material se ne sme premikati prepočasi; - hitrost vodenja žarka: nižja kot bo hitrost vodenja žarka, bolj bomo polnilo pregreli, ga stalili in posledično povečali območje toplotno vplivane cone. Višja kot je hitrost rezanja, manj segrejemo polnilo in posledično zmanjšamo območje toplotno vplivane cone; - moč laserja: Manjša moč laserja povzroči manjšo toplotno vplivano cono in posledično manj neželenih poškodb na materialu. 14
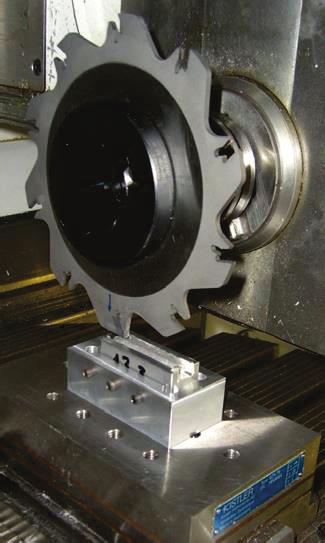
41 3. Eksperimentalni sistem in metode 3.1. Laserski sistem CFRP kompozite smo rezali z laserskim sistemom, ki je shematsko prikazan na sliki 3.1. Kot smo že pojasnili v prejšnjem poglavju, je laserski sistem sestavljen iz laserja, skenirne glave in krmilnika. Krmilnik upravljamo z računalnikom. Posnetek laserskega sistema, kjer so označeni njegovi glavni sklopi, prikazuje slika 3.2. Slika 3.1: Prikaz laserskega sistema 15

42 Eksperimentalni sistem in metode Kot laserski vir smo uporabili vlakenski laser. Njegov žarek smo vodili v skenirno glavo, ki vsebuje dve zrcali. Ti zrcali se premikata in vodita žarek po površini obdelovanca. Obdelovanec postavimo na pozicionirni sistem, ki nam omogoča, da ga lahko postavimo v gorišče leče. Celoten sistem upravljamo s krmilnikom, ki skrbi, da laser in skenirna glava sinhrono delujeta. Krmilnik torej vodi zrcalci skenirne glave, prižiga in ugaša laser ter poskrbi, da laser deluje z nastavljeno frekvenco in povprečno močjo. Krmilnik povežemo z osebnim računalnikom, kjer v grafičnem vmesniku nastavimo parametre za obdelavo. V nadaljevanju bomo posebej opisali vsako komponento laserskega sistema, kot je prikazano na sliki 3.2. Slika 3.2: Prikaz uporabljenega laserskega sistema Vlakenski laser Kot laserski vir smo uporabili vlakenski laser ( = 1060 nm) proizvajalca SPI Lasers, Ltd (Velika Britanija), model SP-020P-A-HS-S-A-Y. Laser omogoča največjo povprečno izhodno moč 20 W, frekvenco bliskov pa je mogoče nastaviti v območju od 1 khz do 1 MHz. Omogoča tudi različne oblike in dolžine bliskov, označene z #0-#28, ki jih lahko izberemo v grafičnem vmesniku. Pri tem se dolžine bliskov na polovični višini vršne moči gibljejo od ns, pri 10% vršne moči pa od ns. Shematsko je laser prikazan na sliki 3.3, posnetek laserskega vira pa prikazuje sl Na izhodu iz optičnega vlakna ima najprej optični izolator, ki prepreči odbiti svetlobi povratek v laserski resonator; taka svetloba bi namreč lahko laser poškodovala. Na izhodu iz vlakna pa ima laser nameščen kolimator, ki divergenčni žarek iz vlakna usmeri in razširi na širino 5 mm. Pri vseh eksperimentih smo uporabili obliko bliska #2. Po specifikacijah v dokumentaciji, znaša dolžina teh bliskov na polovični višini 28 ns, pri 10% povprečne moči pa 50 ns. Energijo bliskov E, povprečno moč P in frekvenco bliskov f povezuje sledeča enačba: 16
, kar pomeni, da je energija posameznega bliska znašala 222 J. Slika 3.")
43 Eksperimentalni sistem in metode (3.1) Opazimo, da pri konstantni moči energija bliskov pada, če povečujemo frekvenco. Pri vseh eksperimentih smo uporabili frekvenco f = 90 khz in največjo povprečno moč (P = 20 W), kar pomeni, da je energija posameznega bliska znašala 222 J. Slika 3.3: Struktura vlakenskega laserja [27] Slika 3.4: Uporabljen vlakenski laser 17
 0.025 mm.")
44 Eksperimentalni sistem in metode Skenirna glava s pozicionirnim sistemom Za skenirno glavo smo uporabili skenirno glavo proizvajalca Raylase (Nemčija), model Focusshifter-15. Na izhod skenirne glave smo namestili F-theta lečo z goriščno razdaljo 160 mm, ki zbere lasersko svetlobo v gorišču na premer (premer pasu Gaussovega snopa) mm. Za učinkovitost obdelave je zelo pomembno, da obdelovanec pravilno pozicioniramo v gorišče. V ta namen smo uporabili pozicionirni sistem, ki smo ga opremili z merilno uro Microcode II, ki je prikazana na sliki 3.5. Gorišče smo poiskali na sledeči način: najprej smo na pozicionirni sistem postavili aluminijasto ploščo in prižgali laser. Med premikanjem pozicionirnega sistema smo poiskali tisto pozicijo, kjer sta bila plazma in odnašanje (abliranje) materiala najbolj intenzivna. Tedaj smo vedeli, da je gorišče našega laserskega sistema natanko na površini aluminijaste plošče. Nato smo s kljunastim merilom izmerili debelino plošče in debelino vzorca, ki smo ga želeli prerezati ter s pomočjo merilne ure premaknili pozicionirni sistem tako, da je bilo gorišče laserskega sistema na površini obdelovanca. Slika 3.5: Pozicionirni sistem z merilno uro Microcode II 18
 laserja; oblika laserskih bliskov (izbiramo lahko prednastavljene oblike v")
45 Eksperimentalni sistem in metode Grafični programski vmesnik Laserske parametre smo nastavljali v grafičnem vmesniku SamLight (slika 3.6), podjetja SCAPS (Nemčija). V vmesniku lahko nastavimo sledeče parametre: hitrost potovanja žarka; frekvenca bliskov; povprečna moč (v odstotkih) laserja; oblika laserskih bliskov (izbiramo lahko prednastavljene oblike v laserskem viru); oblika in polnitev reza (obdelave); razmik med posameznimi prehodi laserskega žarka. Posamezne parametre nastavimo kot barvo. Primer je prikazan na sliki 3.7, kjer je za 10 različnih barv vidna nastavitev moči (Power) v odstotkih (1-100), hitrost (Speed) potovanja žarka v mm/s in frekvenca (Frequency) v khz laserskih bliskov. Slika 3.6: Grafični vmesnik SamLight Izbrati moramo take parametre, pri katerih bo kakovost rezov čim boljša, poškodbe materiala čim manjše, ali pa jih sploh ne bo. V okviru raziskav smo se odločili, da bomo uporabili sledeče vrednosti: 19
 Primer nastavljenih parametrov v računalniškemu programu. b) Prikaz parametrov, ki smo jih spreminjali pod zavihom»hatch«. V okviru raziskav smo preizkušali tudi različne strategije rezanja.")

46 Eksperimentalni sistem in metode povprečna moč bliskov: 100 % (kar pomeni 20 W) hitrost potovanja žarka: mm/s frekvenca bliskov: 90 khz a) b) Slika 3.7: a) Primer nastavljenih parametrov v računalniškemu programu. b) Prikaz parametrov, ki smo jih spreminjali pod zavihom»hatch«. V okviru raziskav smo preizkušali tudi različne strategije rezanja. Prvo je rezanje po enojni črti. Pri tem žarek ves čas vodimo po isti črti in ga ne premikamo levo-desno. Druga strategija pa je rezanje z graviranjem, pri čemer z laserjem»barvamo«pravokotnik. To počnemo tako, da vlečemo več vzporednih črt. V vmesniku parametre graviranja najlažje nastavimo tako, da narišemo pravokotnik ustreznih dimenzij in ga»napolnimo«z vzporednimi linijami. Vmesnik nam omogoča, da izberemo tako obliko potovanja po linijah (Style na sliki 3.7 b)) kot tudi razmik med njimi (Hatch Distance na sliki 3.7 b)). Nastavimo pa lahko tudi kot, pod katerim te linije znotraj pravokotnika vlečemo (Angle na sliki 3.7 b)). Pri rezanju z graviranjem smo preizkusili tri različne tehnike: rezanje z 0 graviranjem, kjer pravokotnik napolnimo z vzporednimi črtami; rezanje z 0 /90 graviranjem, kjer pravokotnik najprej napolnimo z vzporednimi črtami, nato pa še s pravokotnimi črtami (tukaj en cikel znaša dva prehoda); rezanje z 0 /18 /45 /72 graviranjem, kjer pravokotnik najprej napolnimo z vzporednimi črtami (0 ), nato s črtami pod kotom 18,43, nato še s črtami pod kotom 45 in na koncu s črtami pod kotom 71,56 (tukaj en cikel znaša štiri prehode). 20

47 Eksperimentalni sistem in metode Vsako izmed tehnik graviranja bomo podrobneje predstavili v nadaljevanju. Pri rezanju smo vedno uporabljali odsesovanje dima in odletelega materiala z uporabo sesalnika Preizkus različnih laserskih parametrov CFRP kompoziti Preizkuse smo izvedli na dveh različnih CFRP kompozitih : - Na tanjši plošči, debeline 1 mm, ki smo jo kupili preko spleta na Kitajskem - Na debelejši plošči, debeline 2 mm, ki smo jo dobili v podjetju Pipistrel Uvodne poizkuse smo najprej izvedli na tanjši plošči. Kasneje, ko smo razumeli, katera tehnika je najustreznejša za rezanje take vrste in debeline materiala, pa smo preizkusili tudi rezanje debelejše plošče (slika 3.8), ki jo Pipistrel uporablja za gradnjo svojih ultralahkih letal. Slika 3.8: Vzorec CFRP kompozita debeline 2 mm, ki nam ga je dalo podjetje Pipistrel Uvodne poskuse smo izvedli na vzorcih dimenzij 26 x 26 mm 2, debeline 1 mm. 21

48 Eksperimentalni sistem in metode Analiza laserskih parametrov Do ugotovitev, katera je najustreznejša tehnika rezanja in kolikšno je število potrebnih prehodov, lahko pridemo zgolj s sistematičnim eksperimentiranjem. Zanj smo uporabili tanjšo ploščo (1 mm). Pri tem smo bili posebej pozorni na: - spreminjanje globine reza v odvisnosti od števila prehodov laserskega žarka; - učinkovitost rezanja pri 4 različnih tehnikah rezanja (rezanja po črti ter rezanje z 0 graviranjem, 0 /90 graviranjem in 0 /18 /45 /72 graviranjem); - učinkovitost rezanja pri različnih postavitvah obdelovanca glede na gorišče. Vse te tehnike in parametre smo najprej nastavili v programskem vmesniku. Poizkuse smo najprej izvedli na tanjši plošči debeline 1 mm. Kasneje smo optimalne parametre uporabili že za izrez debelejše plošče. Slika 3.9 prikazuje nastavitve v programskem vmesniku za rezanje po črti. Po njej smo potovali vsakič z različnim številom prehodov. Vsaka črta prikazuje različno število prehodov. Izvedli smo osem eksperimentov, posamezne črte pa označili z oznakami A-H, pri čemer se od A do H število prehodov povečuje. Razdalja med posameznimi rezi znaša (črtami) Δy = 2 mm. Število prehodov je podano v preglednici 3.1. Slika 3.9: Prikaz nastavitev za rezanje po enojni črti z različnim številom prehodov Preglednica 3.1: Število prehodov pri rezanju po enojni črti Rez A B C D E F G H Število prehodov
. a) b) Slika 3.")
49 Eksperimentalni sistem in metode Naslednji način rezanja, ki smo ga preizkusili, je bilo rezanje z 0 graviranjem. Narisali smo pravokotnik debeline 1 mm in ga napolnili z vzporednimi črtami, ki so bile med seboj razmaknjene za x = 15 μm, kot to prikazuje slika 3.10 (a). a) b) Slika 3.10: a) Nastavitve rezanja z 0 graviranjem. b) Rezanje po vzporednih črtah, ki tvorijo pravokotnik Pri tem načinu rezanja en cikel pomeni tudi en prehod po pravokotniku. Preizkusili smo reze z več prehodi, ki smo jih označili od A-H, kot to prikazuje slika 3.10 (b). Posamezne reze smo med seboj zamaknil za Δy = 2 mm. Preglednica 3.2: Število ciklov in prehodov pri rezanju z 0 graviranjem Rez A B C D E F G H Število ciklov Število prehodov Naslednje eksperimente smo izvedli z 0 /90 graviranjem. Pri tem pravokotnik najprej napolnimo z navpičnimi črtami, nato pa še z vzporednimi črtami, kot to vidimo na sliki 3.11 (a). Tudi tukaj je debelina pravokotnika znašala 1 mm, črte pa so bile medsebojno razmaknjene za 15 m. Število ciklov in prehodov pri tej tehniki je za reze A-H (slika 3.11 b)) prikazano v preglednici 3.3. V tem primeru en cikel znaša dva prehoda. To pomeni, da v primeru enega cikla na površino vnesemo enako količino energije, kot bi jo vnesli z dvema cikloma pri 0 graviranju. 23

50 Eksperimentalni sistem in metode a) b) Slika 3.11: a) Tvorjene pravokotnika z vzporednimi in pravokotnimi črtami. b) Rezanje po vzporednih in pravokotnih črtah, ki tvorijo pravokotnik Preglednica 3.3: Število prehodov in ciklov pri rezanju z 0 /90 graviranjem Rez A B C D E F G H Število ciklov Število prehodov Zadnja strategija rezanja, ki smo jo uporabili, temelji na graviranju z uporabo t. i.»zlatih kotov«. Poimenovali smo jo rezanje z 0 /18 /45 /72 graviranjem, saj smo pravokotnik prekrili s črtami pod sledečimi različnimi koti: (slika 3.12 (a)): 0 18, ,56 V tem primeru en cikel znaša štiri prehode. Število ciklov in prehodov za reze A-H (slika 3.12 b)) je prikazano v preglednici 3.4. Ker je pri tej tehniki največje število črt, ki prekriva pravokotnik, se bo tudi v tem primeru število prehodov zmanjšalo in tako prilagodilo drugim tehnikam rezanja, da bodo rezultati bolj primerljivi. Tukaj namreč en cikel (energijsko) ustreza štirim ciklom pri rezanju z 0 graviranjem. 24

51 Eksperimentalni sistem in metode a) b) Slika 3.12: a) Strategija rezanja z 0 /18 /45 /72 graviranjem. b) Nastavitev parametrov za rezanje z 0 /18 /45 /72 graviranjem Preglednica 3.4: Število ciklov in prehodov pri rezanju z 0 /18 /45 /72 graviranjem. Rez A B C D E F G H Število ciklov Število prehodov Na učinkovitost rezanja lahko vpliva tudi pozicija gorišča. Zato smo različne strategije rezanja, ki smo jih opisali, izvedli dvakrat, in sicer: - z goriščem na prednji površini vzorca; - z goriščem na polovični debelini vzorca Preizkus laserskega izreza različnih oblik v CFRP En izmed ciljev diplome je bil tudi izrez različnih oblik in dimenzij izvrtin v plošči CFRP. V okviru diplome smo preverili dve obliki, ki omogočata vgradnjo večine letalskih instrumentov: kvadrat in krog. Kvadrat je imel stranico dolgo 25,7 mm, krog pa je bil premera 26,2 mm. 25

52 Eksperimentalni sistem in metode Ti obliki smo izrezali iz debelejše plošče, ki smo jo dobili pri Pipistrelu. Uporabili pa smo strategijo rezanja z 0 /18 /45 /72 graviranjem. Pri tem smo vzorec najprej postavili tako, da je bilo gorišče 0,5 mm pod površino. Pri taki postavitvi smo izvedli 11 ciklov. Nato smo vzorec pomaknili za 1 mm proti zbiralni leči in sicer tako, da se je gorišče zopet nahajalo približno 0,5 mm pod novo površino (zaradi graviranja se je zgornji del materiala odstranil). Pri novi postavitvi smo izvedli še 11 ciklov graviranja. Prvih 11 ciklov graviranja smo izvedli v širini 1 mm, drugih 11 ciklov pa pri širini 0,5 mm Vrednotenje rezultatov z uporabo optičnega mikroskopa Rezultate smo ovrednotili z mikroskopom Leitz Dialux, na katerega smo namestili zrcalnorefleksni fotoaparat, kot je to prikazano na sliki Slika 3.13: Mikroskop, s katerim smo vrednotili reze na vzorcih. Mikroskop ima objektive s povečavami med 4x in 50x. Vzorec lahko opazujemo skozi okular (10x) ali pa preko zrcalno-refleksnega fotoaparata. Na mikroskop smo namestili fotoaparat (Nikon D90), s katerim smo vzorce tudi posneli. Pri nekaterih vzorcih je bila globina reza tako majhna, da pri majhnem številu prehodov nismo uspeli najti pozicije rezov; pri veliki večini je bila globina reza dobro vidna. 26
. Kot že opisano v poglavju 3.")
53 4. Rezultati in diskusija 4.1. Vpliv laserskih parametrov na učinkovitost rezanja V tem poglavju bomo predstavili rezultate vpliva parametrov na učinkovitost rezanja tanjše CFRP plošče (debeline 1 mm). Kot že opisano v poglavju , smo pri štirih različnih tehnikah rezanja spreminjali število prehodov z namenom, da ugotovimo, katera je najboljša tehnika za rezanje debelejšega vzorca (debeline 2 mm), ki se uporablja pri gradnji ultralahkih letal. Slika 4.1, posneta s fotoaparatom, ki smo ga namestili na optični mikroskop, prikazuje debelino in sestavo (lasersko še neobdelanega) vzorca s prečne strani. V svetlejši barvi so vidna ogljikova vlakna, ki material vežejo, medtem ko so v temnejši barvi vidni polimeri, ki material utrdijo in ščitijo pred okolico. Slika je bila posneta pred začetkom rezanja. Površina materiala je enakomerna in ravna. Slika 4.1: Mikroskopski posnetek prečnega prereza CFRP pred laserskim rezanjem pri 10-kratni povečavi 27




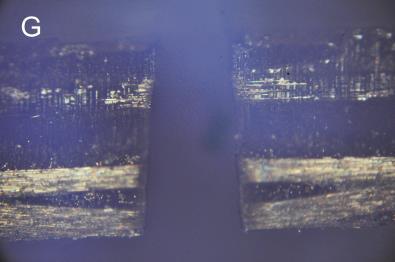
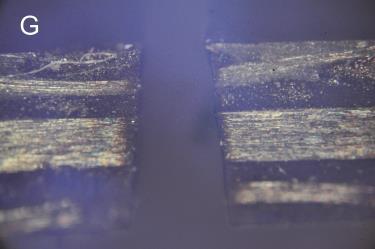
54 Rezultati in diskusija Rezanje z goriščem na prednji površini Pred začetkom eksperimenta in spreminjanjem ter opisom uporabljene tehnike je potrebno povedati, da smo vzorce pri prvih štirih tehnikah rezali z goriščem na površini, medtem ko smo potem tehnike in prehode ponovili, vendar z goriščem na sredini debeline vzorca, da bi lahko ugotovili, kakšen vpliv ima pozicija gorišča na naš eksperiment. V tem podpoglavju so torej opisani rezultati, ki smo jih dobili pri postavitvi gorišča na prednjo stran vzorcev Rezanje po enojni črti Rezanje z enojnim prehodom je rezanje, ki poteka skozi eno samo navpično črto. Preverili smo, kako število prehodov vpliva na globino rezov. V ta namen smo naredili 8 različnih rezov, ki smo jih označili s črkami od A do H. Število prehodov za posamezen rez podaja preglednica 3.1. Prednja in zadnja stran vzorca po rezanju sta prikazani na sliki 4.2. Iz rezultata na sliki 4.2 razberemo, da pri nobenem rezu nismo uspeli povsem prerezati vzorca. Pri rezih H in G opazimo, da je toplotno vplivana cona tako velika, da na zadnji strani vzorca opazimo ožganine, kar ni zaželeno. Poleg tega na prednji strani vzorca vidimo, da rez s tako strategijo ni enakomeren. Pri določenih orientacijah ogljikovih vlaken namreč rezanje ni učinkovito, kar povzroči hrapav rez. Tudi to ni zaželeno. Slika 4.2: Prednja in zadnja stran vzorca po rezanju po rani črti Slika 4.3: Na levi sliki rezanje s parametri G, na desni pa s parametri H edina vidna z mikroskopom 28
55 Rezultati in diskusija Ker smo rezali tako, da smo šli proti robu vzorca, nam prečni pogled omogoča vplogled v globino reza. V primeru rezanja po enojni črti lahko globino vidimo zgolj pri rezih G in H (slika 4.3), saj na drugih vzorcih zaradi neenakomerno prerezanega materiala na robu rez ni viden. Pri tem smo zaznali, da se pri tej strategiji rezanja globina po 400 prehodih s številom prehodov ne povečuje več. Tako lahko dosežemo zgolj globine do približno 700μm. Kasneje pa lasersko energijo samo pretvarjamo v dodatno toploto, ki povzroči ožganine zaradi večanja toplotno vplivane cone. Globino, ki smo jo izmerili na prečnem prerezu, smo tudi številčno ovrednotili. Rezultat je prikazan na sliki 4.4. Na tem grafu jasno vidimo, da povečanje števila prehodov N p iz 384 na 768 ne vpliva bistveno na povečanje globine reza h Globina reza h [μm] Število laserskih prehodov Np Slika 4.4: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju po ravni črti z goriščem na površini vzorca Rezanje z 0 graviranjem Slika 4.5 prikazuje reze, ki smo jih z različnim številom prehodov izdelali pri rezanju z 0 graviranjem, pri čemer smo površino vzorca postavili v gorišče. Posamezni rezi so označeni s črkami A-H, število prehodov pa je prikazano v preglednici 3.2. Na zadnji strani vzorca opazimo, da v tem primeru vzorec prerežemo, ko število prehodov preseže N p 384. Še vedno pa opazimo neenakomerne reze zaradi različne orientacije ogljikovih vlaken. Le-ti so posebej vidni pri rezih A in B. Prav tako zaradi slabe učinkovitosti rezanja na zadnji strani vzorca opazimo ožganine in delaminacijo (H in G). Pri rezu G je tudi lepo viden vpliv različne učinkovitosti rezanja zaradi različne orientacije ogljikovih vlaken. Na določenih mestih namreč vzorec ni povsem v celoti prerezan. 29








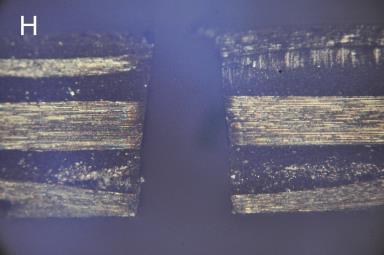
56 Rezultati in diskusija Slika 4.5: Prednja in zadnja stran vzorca po rezanju z 0 graviranjem Slika 4.6: Posnetki prečnega prereza rezov pri rezanju z 0 graviranjem Prečni prerezi vzorca pri tej strategiji rezanja so prikazani na sliki 4.6. Opazimo, da se tukaj globina reza s številom prehodov povečuje. Rez ima še vedno konično obliko, a je ta manj izrazita, kot v primeru rezanja po enojni črti (slika 4.3). Pri rezih A in B na prečnem prerezu ni bilo vidnih rezov zaradi neenakomernega rezanja pri tej strategiji. Globine rezov h, ki smo jih izmerili iz posnetkov na sliki 4.6, so v odvisnosti od števila prehodov N p prikazani na grafu na sliki 4.7. Opazimo, da se učinkovitost s številom prehodov manjša in da vzorec prerežemo (h = 1000 m), ko število prehodov doseže N p
57 Rezultati in diskusija Globina reza h [μm] Število laserskih prehodov Np Slika 4.7: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 graviranjem z goriščem na površini vzorca Rezanje z 0 /90 graviranjem Rezanje z 0 /90 graviranjem je tehnika rezanja, ki se nanaša na lasersko rezanje po pravokotniku, prekritem z vzporednimi in pravokotnimi črtami. Te črte ostajajo na razdalji Δy = 15 m, število ciklov N c pa zmanjšamo tako, da ostane število prehodov N p enako kot pri rezanju po ravni črti in pri rezanju z 0 graviranjem. Število ciklov N c in prehodov N p za posamezne reze, označene s črkami A-H, je prikazano v preglednici 3.3. Prednja in zadnja stran vzorca po rezanju s to strategijo je prikazana na sliki 4.8. Opazimo, da so tukaj rezi veliko bolj enakomerni kot pri prejšnjih dveh strategijah. Ker je ta tehnika učinkovitejša, ne opazimo niti ožganin. Prav tako na zadnji strani opazimo, da je pri rezih H in G rez lep in povsem skozi material. Material povsem prerežemo, ko število ciklov preseže N c 18, oziroma, ko število prehodov, ki je tukaj dvakrat večje od števila ciklov, preseže N p 36. Ta tehnika je torej več kot desetkrat učinkovitejša od rezanja z 0 graviranjem, kjer smo za prerez materiala potrebovali več kot desetkrat več prehodov (N p 384). Ker smo porabili tudi desetkrat manj energije, je tudi toplotno vplivana cona manjša. Posledično ne pride do ožganin in delaminacije. Prečni prerez posameznih rezov je prikazan na sliki 4.9. Opazimo, da so oblike rezov veliko bolj pravokotne kot pri rezanju z 0 graviranjem (slika 4.6). Iz posnetkov na sliki 4.9 smo izdelali graf na sliki 4.10, ki prikazuje globino h v odvisnosti od števila prehodov N p. Opazimo, da se globina tukaj povečuje skoraj linearno, kar kaže na to, da se učinkovitost rezanja ne zmanjšuje kot v primeru rezanja z 0 graviranjem (slika 4.6). To 31






.")



58 Rezultati in diskusija kaže na to, da je ta tehnika po celotni globini (za 1 mm vzorec) enako učinkovita. Na grafu tudi vidimo, da vzorec pri N p 36 povsem prerežemo, zato je od tam naprej globina ves čas enaka debelini vzorca (1 mm). Slika 4.8: Prednja in zadnja stran vzorca po rezanju z 0 /90 graviranjem Slika 4.9: Posnetki prečnega prereza rezov pri rezanju z 0 /90 graviranjem pri gorišču na površini vzorca 32
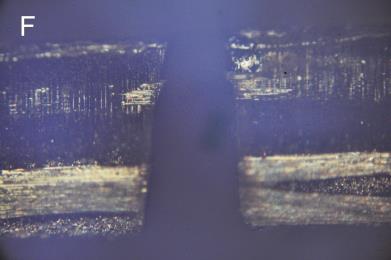
59 Rezultati in diskusija Globina reza h [μm] Število laserskih prehodov Np Slika 4.10: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /90 graviranjem z goriščem na površini vzorca Rezanje z 0 /18 /45 /71 graviranjem Rezanje z zlatimi koti je tehnika rezanja, ki predvideva rezanje pravokotnika, prekritega s črtami v štirih različnih smereh, in sicer pod koti: 0, 18.43, 45 in To bi moralo pozitivno vplivati na rezultate rezanja, saj veliko literature opisuje, kako z laserjem lahko lažje režemo karbonska vlakna, če jih režemo iz različnih smeri [15]. Pri tej tehniki rezanja moramo upoštevati, da en cikel N c = 1 znaša štiri prehode, N p = 4. Število ciklov in prehodov, ki smo jih uporabili pri teh eksperimentih, prikazuje preglednica 3.4. Rezultati po rezanju s to tehniko so za posamezne reze, označene s črkami A-H, prikazani na sliki Opazimo, da v tem primeru vzorec delno prerežemo že pri rezu F, ki ustreza številu prehodov N p = 28, povsem pa ga prerežemo pri N p 36 (rez F na sliki 4.11), kar je primerljivo z rezultatom rezanja z 0 /90 graviranjem. V primerjavi z 0 /90 graviranjem opazimo tukaj še nekoliko bolj ravno dno reza, učinkovitost pa je povsem primerljiva. Tudi tukaj ne pride do ožganin in delaminacije. Prečni prerezi posameznih rezov so prikazani na sliki Opazimo, da so pri tej tehniki rezi še nekoliko bolj pravokotni kot pri rezanju z 0 /90 graviranjem (slika 4.9). Globina rezov v odvisnosti od števila prehodov je prikazana na grafu na sliki Tudi tukaj opazimo, da se učinkovitost rezanja s številom prehodov Np ne zmanjšuje (pri 1 mm vzorcu), podobno kot smo to ugotovili pri 0 /90 graviranju (slika 4.10). Vzorec povsem 33








60 Rezultati in diskusija prerežemo, ko je N p 36. Ta tehnika je torej po učinkovitosti primerljiva z 0 /90 graviranjem. Nekoliko boljša je zgolj v tem, da so pri njej rezi bolj pravokotni in dno rezov bolj gladko. Oba rezultata pa se skladata z ugotovitvami drugih avtorjev [3], ki so pokazali, da je pri rezanju kompozitnih materialov z ogljikovimi vlakni najučinkovitejši pristop tisti, ki omogoča rezanje v različnih smereh. Slika 4.11: Prednja in zadnja stran vzorca Slika 4.12: Posnetki prečnega prereza rezov pri rezanju z 0 /18 /45 /72 graviranjem 34
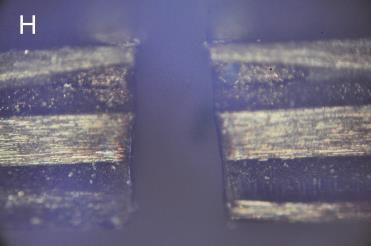
61 Rezultati in diskusija Globina reza h [μm] Število laserskih prehodov Np Slika 4.13: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /18 /45 /72 graviranjem z goriščem na površini vzorca Rezanje z goriščem na polovici debeline Različne strategije rezanja smo preizkusili še enkrat, le da smo tokrat gorišče postavili 0,5 mm pod površino vzorca; torej na polovico debeline vzorca. Dobljene rezultate smo primerjali s tistimi iz prejšnjega podpoglavja, kjer smo gorišče postavili na površino vzorca Rezanje po enojni črti Iz rezultata na slikah 4.14 in 4.15 razberemo, da čeprav smo premaknili gorišče na polovico debeline, nismo uspeli povsem prerezati vzorca s tehniko rezanja po enojni črti. Število prehodov je prikazano v preglednici 3.1. V sliki 4.14 opazimo, da reza A in B nista dobro vidna in da je pri rezih F-H toplotno vplivana cona že zelo dobro vidna. Če primerjamo sliki 4.15 (rezanje z goriščem na polovici debeline vzorca) in 4.3 (rezanje z goriščem na poršini vzorca) lahko opazimo, kako s spremembo gorišča na polovico debeline postane celoten rez ožji in po globini tudi bolj enakometen. Vendar v primeru, ko gorišče pomaknemo v vzorec pri rezanju po enojni črti dosežemo manjša končno globino (590 μm), kot v primeru, ko gorišče postavimo na površino vzorca (tedaj dosežemo 35







62 Rezultati in diskusija globino 700 μm). To je lepo vidno tudi na grafu (slika 4.16), ki prikazuje, kako se globina reza spreminja s številom laserskih prehodov za obe poziciji gorišča. Slika 4.14: Prednja in zadnja stran vzorca Slika 4.15: Prikazovanje kvalitete in debeline reza pri mikroskopski povečavi 36
63 Rezultati in diskusija Gorišče na sredini Gorišče na površini Globina reza h [μm] Število laserskih prehodov Np Slika 4.16: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju po enojni črti z goriščem na sredini vzorca (oranžne točke). Za primerjavo je podana ista odvisnost za primer, ko gorišče postavimo na površino vzorca (modre točke) Rezanje z 0 graviranjem Rezultati rezanja z 0 graviranjem za primer, ko je gorišče postavljeno na sredino vzorca, so prikazani na sliki Zadnja stran vzorca razkrije, da smo vzorec uspešno prerezali zgolj pri zadnjih dveh rezih (H in G) z največjim številom prehodov. Torej smo ploščo prerezali, ko je število prehodov preseglo N p 44. Pri rezih od A do G vidimo neenakomerne reze. Prečni prerez na sliki 4.18 razkrije, da je rez nekoliko bolj pravokoten, kot v primeru, ko smo gorišče postavili na prednjo površino vzorca (slika 4.6). Primerjava, kako se globina reza povezuje s številom laserskih prehodov za pozicijo gorišča na površini in na sredini vzorca, je prikazana na sliki Vidimo, da pri učinkovitosti rezanja ni bistvene razlike. 37








64 Rezultati in diskusija Slika 4.17: Prednja in zadnja stran vzorca Slika 4.18: Posnetki prečnega prereza rezov pri rezanju z 0 graviranjem 38
65 Rezultati in diskusija 1200 Gorišče na sredini Gorišče na površini 1000 Globina reza h [μm] Število laserskih prehodov Np Slika 4.19: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 graviranjem in goriščem na polovici debeline vzorca (modre točke). Za primerjavo je prikazan rezultat, ko je gorišče postavljeno na prednjo stran vzorca (rdeče točke) Rezanje z 0 /90 graviranjem Sliki 4.20 in 4.21 prikazujejo rezultate, ki smo jih dosegli z rezanjem z 0 /90 graviranjem, ko je bilo gorišče postavljeno na sredino vzorca. Opazimo, da smo ploščo uspešno prerezali že pri rezu F, ko je torej število ciklov preseglo N c 18, kar ustreza N p 36 prehodov. Primerjava prečnih prerezov, ko je gorišče na površini (slika 4.9) in na polovici vzorca (4.21) pokaže, da tudi v tem primeru dobimo bolj vzporeden rez, če gorišče postavimo na sredino vzorca. Primerjava učinkovitosti rezanja z 0 /90 graviranjem pri gorišču na površini in na polovici vzorca je prikazana na sliki V tem primeru opazimo manjše odstopanje, in sicer je rezanje nekoliko bolj učinkovito, ko gorišče postavimo na sredino vzorca; tedaj vzorec prerežemo pri Np 28, medtem, ko v nasprotnem primeru prerezanost dosežemo pri Np








66 Rezultati in diskusija Slika 4.20: Prednja in zadnja stran vzorca po rezanju z 0 /90 graviranjem Slika 4.21: Prikazovanje kvalitete in debeline reza pri mikroskopski povečavi 40
67 Rezultati in diskusija 1200 Gorišče na sredini Gorišče na površini Globina reza [μm] h Število laserskih prehodov Np Slika 4.22: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /90 graviranjem z goriščem na polovici debeline vzorca (rdeče točke). Za primerjavo je prikazan rezultat, ko je gorišče postavljeno na prednjo stran vzorca (vijolične točke) Rezanje z 0 /18 /45 /71 graviranjem Ko smo preizkusili rezanje z 0 /18 /45 /71 graviranjem, pri čemer smo gorišče postavili na polovico debeline vzorca, smo dobili rezultat, kot ga vidimo na sliki Pogled na hrbtno stran vzorca po rezanju razkrije, da vzorec skoraj prerežemo pri rezu E, povsem pa ga prerežemo pri rezih F-H. Pri rezu E lepo vidimo ostanke polimera, predno vzorec povsem prerežemo. Prečni prerez (slika 4.24) razkrije, lepe in pravokotne reze, pri čemer se oblika rezov ne razlikuje glede na pozicijo gorišča (primerjava slik 4.12 in 4.24). Globina reza v odvisnosti od števila prehodov je prikazana na sliki Opazimo, da vzorec povsem prerežemo, ko število prehodov preseže Opazimo, da v tem primeru vzorec delno prerežemo že pri rezu F, ki ustreza številu prehodov N p 36. Iz grafa na sliki 4.25 tudi razberemo, da ni bistvene razlike v učinkovitosti, če vzorec postavimo v gorišče ali pa tako, da se gorišče nahaja na polovični debelini vzorca. 41








68 Rezultati in diskusija Slika 4.23: Prednja in zadnja stran vzorca Slika 4.24: Posnetki prečnega prereza rezov pri rezanju z 0 /18 /45 /72 graviranjem 42
69 Rezultati in diskusija 1200 Gorišče na sredini Gorišče na površini Globina reza h [μm] Število laserskih prehodov Np Slika 4.25: Globina rezov h v odvisnosti od števila prehodov laserskega žarka N p pri rezanju z 0 /18 /45 /72 graviranjem z goriščem na polovični debelini vzorca (zelene točke). Za primerjavo je prikazan rezultat, ko je gorišče postavljeno na prednjo stran vzorca (črne točke) 4.2. Primerjava učinkovitosti različnih tehnik rezanja Rezultati, prikazani v prejšnjih podpoglavjih so pokazali, da rezanje po enojni črti ni učinkovito. Z njim namreč ne moremo doseči globine, ki bi bila večja od približno 700 m. Z večanjem števila prehodov se ta globina namreč ne povečuje (graf na sliki 4.8). Če postavimo gorišče na sredino debeline našega vzorca, pa se dosežena globina še zmanjša, kot prikazuje graf na sliki Zaradi tega smo primerjavo učinkovitosti prikazali le za ostale tri tehnike rezanja z graviranjem. Graf v logaritemski skali na sliki 4.26 prikazuje potrebno število prehodov Np, da prerežemo 1 mm debelo ploščo z različnimi tehnikami graviranja. Pri vsaki tehniki je prikazana tudi primerjava učinkovitosti za primer gorišča na površini (moder stolpec) oz. na polovici debeline vzorca (zelen stolpec). Dobljeni rezultati kažejo, da je rezanje z 0 graviranjem slabo učinkovito, saj je potrebnih okoli10-krat več prehodov kot pri ostalih dveh tehnikah. Prav tako iz rezultatov razberemo, da pri 1 mm debelem vzorcu pozicioniranje gorišča praktično ne vpliva na učinkovitost reza. Je pa pomembno s stališča oblike rezov, kot smo razložili v prejšnjih podpoglavjih. 43

70 Gorišče na površini Gorišče na sredini /90 0 /18 /45 /71

 na pozicionirno mizico in nastavili tiste parametre, ki smo jih imeli pri rezanju s tehniko zlatih kotov in goriščem na sredini.")
71 Rezultati in diskusija Slika 4.27: Na levi strani potek laserskega izreza vzorca kvadratne oblike, na desni pa izreza kroglaste oblike Nato smo poskusili izrezati tudi kvadrat dimenzije 25,7 x 25,7 mm in krog premera 26,2 mm na vzorcu, ki smo ga dobili v podjetju Pipistrel in je debeline 2 mm (slika 4.27). Tako smo postavili debelejši vzorec (2 mm) na pozicionirno mizico in nastavili tiste parametre, ki smo jih imeli pri rezanju s tehniko zlatih kotov in goriščem na sredini. S to tehniko je bilo rezanje najučinkovitejše. Ker je vzorec debelejši kot tisti, na katerem smo izvajali uvodne eksperimente (1 mm debelejši), smo morali tudi parametre dodatno spremeniti. Debelino smo razdelili na dve polovici: prvo in drugo polovico. Gorišče smo najprej nastavili na sredino prve polovice (torej na četrtino debeline vzorca), začeli rezati in ga kasneje prestavili na sredino druge polovice (torej na tri četrtine debeline vzorca) in dokončali rez. V grafičnem vmesniku smo za vzorec kvadratne oblike narisali štiri pravokotnike. Prva dva sta se v dolžinah stranic razlikovala za 2 mm; s tem smo dosegli rez debeline 1 mm. Druga dva sta se v dolžinah stranic razlikovala za 1 mm, s čimer smo dosegli rez debeline 0,5 mm, kot je to prikazano na sliki 4.28 (desno), kjer je prikazan zgolj izsek kvadrata. Podobno smo v grafičnem vmesniku nastavili parametre rezanja za izrez kroga. Le da smo tu narisali štiri krožnice. Premera prvih dveh sta se razlikovala za 2 mm, s čimer smo dosegli debelino reza 1 mm. Premera drugih dveh pa sta se razlikovala za 1 mm, s čimer smo dosegli debelino reza 0,5 mm, kot to vidimo na levi strani slike 4.28, kjer je prikazan zgolj izsek krožnice. Z laserjem smo najprej prerezali prvo polovico celotne debeline, pri tem smo gravirali po območju širine 1 mm (širše območje na sliki 4.28). Kasneje smo nadaljevali z rezanjem druge polovice debeline, kjer smo gravirali po območju širine 0,5 mm (ožje območje na sliki 4.28). Z graviranjem smo lažje prerezali celotno debelino vzorca. Poleg tega je bilo pri tem potrebno manjše število skupnih prehodov. 45


 in kvadrata (desno) s tehniko zlatih kotov Slika 4.")
72 Rezultati in diskusija Rezultat, ki smo ga dobili po 22-kratni ponovitvi tehnike rezanja z 0 /18 /45 /72 graviranjem, je viden na sliki Uspeli smo izrezati takšno obliko vzorca, ki je med letalskimi instrumenti najbolj pogosta in dokazali, je mogoče z ustreznimi parametri CFRP kompozite uspešno in dovolj kakovostno lasersko rezati. Plošča, iz katere smo izrezali vzorec, je prikazana na sliki Vidimo, da nima vidnih poškodb. Slika 4.28: Primer izreza kroga (levo) in kvadrata (desno) s tehniko zlatih kotov Slika 4.29: primera vzorca okrogle in kvadratne oblike, ki smo jih z najboljšo tehniko in številom prehodov izrezali iz plošče CFRP kompozita 46

73 Rezultati in diskusija Slika 4.30: Prikaz 2 mm plošče CFRP kompozita po izrezu različnih oblik 47
7. VAJA A. ENAČBA ZBIRALNE LEČE
 7. VAJA A. ENAČBA ZBIRALNE LEČE 1. UVOD Enačbo leče dobimo navadno s pomočjo geometrijskih konstrukcij. V našem primeru bomo do te enačbe prišli eksperimentalno, z merjenjem razdalj a in b. 2. NALOGA Izračunaj
7. VAJA A. ENAČBA ZBIRALNE LEČE 1. UVOD Enačbo leče dobimo navadno s pomočjo geometrijskih konstrukcij. V našem primeru bomo do te enačbe prišli eksperimentalno, z merjenjem razdalj a in b. 2. NALOGA Izračunaj
PowerPoint Presentation
 Lasersko obarvanje kovin Motivacija: Z laserskim obsevanjem je možno spremeniti tudi barvo kovinskih površin, kar odpira povsem nove možnosti označevanja in dekoracije najrazličnejših sestavnih delov in
Lasersko obarvanje kovin Motivacija: Z laserskim obsevanjem je možno spremeniti tudi barvo kovinskih površin, kar odpira povsem nove možnosti označevanja in dekoracije najrazličnejših sestavnih delov in
Microsoft Word - CNC obdelava kazalo vsebine.doc
 ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo mesto, april 2008 Ime in priimek študenta ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo
ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo mesto, april 2008 Ime in priimek študenta ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo
MERJENJE GORIŠČNE RAZDALJE LEČE
 MERJENJE GORIŠČNE RAZDALJE LEČE 1. UVOD: V tej vaji je bilo potrebno narediti pet nalog, povezanih z lečami. 2. NALOGA: -Na priloženih listih POTREBŠČINE: -Na priloženih listih A. Enačba zbiralne leče
MERJENJE GORIŠČNE RAZDALJE LEČE 1. UVOD: V tej vaji je bilo potrebno narediti pet nalog, povezanih z lečami. 2. NALOGA: -Na priloženih listih POTREBŠČINE: -Na priloženih listih A. Enačba zbiralne leče
1 Tekmovanje gradbenih tehnikov v izdelavi mostu iz špagetov 1.1 Ekipa Ekipa sestoji iz treh članov, ki jih mentor po predhodni izbiri prijavi na tekm
 1 Tekmovanje gradbenih tehnikov v izdelavi mostu iz špagetov 1.1 Ekipa Ekipa sestoji iz treh članov, ki jih mentor po predhodni izbiri prijavi na tekmovanje. Končni izdelek mora biti produkt lastnega dela
1 Tekmovanje gradbenih tehnikov v izdelavi mostu iz špagetov 1.1 Ekipa Ekipa sestoji iz treh članov, ki jih mentor po predhodni izbiri prijavi na tekmovanje. Končni izdelek mora biti produkt lastnega dela
KATALOG SREBROVIH SPAJK
 KATALOG SREBROVIH SPAJK UNIVERZALNE SREBROVE SPAJKE BREZ KADMIJA Spajka Sestava % Območje Natezna Standardi Delovna Gostota taljenja trdnost Ag Cu Zn Ostalo temp. g/cm3 EN 17672 DIN 8513 N/mm2 Ag 56Sn
KATALOG SREBROVIH SPAJK UNIVERZALNE SREBROVE SPAJKE BREZ KADMIJA Spajka Sestava % Območje Natezna Standardi Delovna Gostota taljenja trdnost Ag Cu Zn Ostalo temp. g/cm3 EN 17672 DIN 8513 N/mm2 Ag 56Sn
Poročilo o opravljenem delu pri praktičnem pouku fizike: MERJENJE S KLJUNASTIM MERILOM Ime in priimek: Mitja Kočevar Razred: 1. f Učitelj: Otmar Uranj
 Poročilo o opravljenem delu pri praktičnem pouku fizike: MERJENJE S KLJUNASTIM MERILOM Ime in priimek: Mitja Kočevar Razred: 1. f Učitelj: Otmar Uranjek, prof. fizike Datum izvedbe vaje: 11. 11. 2005 Uvod
Poročilo o opravljenem delu pri praktičnem pouku fizike: MERJENJE S KLJUNASTIM MERILOM Ime in priimek: Mitja Kočevar Razred: 1. f Učitelj: Otmar Uranjek, prof. fizike Datum izvedbe vaje: 11. 11. 2005 Uvod
Schöck Isokorb tip W Schöck Isokorb tip W W Schöck Isokorb tip W Primeren je za konzolne stenske plošče. Prenaša negativne momente in pozitivne prečne
 Primeren je za konzolne stenske plošče. Prenaša negativne momente in pozitivne prečne sile. Poleg tega prenaša tudi izmenične vodoravne sile. 111 Razvrstitev elementov Prerez pri vgrajevanju zunaj znotraj
Primeren je za konzolne stenske plošče. Prenaša negativne momente in pozitivne prečne sile. Poleg tega prenaša tudi izmenične vodoravne sile. 111 Razvrstitev elementov Prerez pri vgrajevanju zunaj znotraj
POROČILO IZ KONSTRUKCIJSKE GRADBENE FIZIKE PROGRAM WUFI IZDELALI: Jaka Brezočnik, Luka Noč, David Božiček MENTOR: prof. dr. Zvonko Jagličič
 POROČILO IZ KONSTRUKCIJSKE GRADBENE FIZIKE PROGRAM WUFI IZDELALI: Jaka Brezočnik, Luka Noč, David Božiček MENTOR: prof. dr. Zvonko Jagličič 1.O PROGRAMSKO ORODJE WUFI Program WUFI nam omogoča dinamične
POROČILO IZ KONSTRUKCIJSKE GRADBENE FIZIKE PROGRAM WUFI IZDELALI: Jaka Brezočnik, Luka Noč, David Božiček MENTOR: prof. dr. Zvonko Jagličič 1.O PROGRAMSKO ORODJE WUFI Program WUFI nam omogoča dinamične
Diapozitiv 1
 Vhodno-izhodne naprave naprave 1 Uvod VIN - 1 2018, Igor Škraba, FRI Vsebina 1 Uvod Signal električni signal Zvezni signal Diskretni signal Digitalni signal Lastnosti prenosnih medijev Slabljenje Pasovna
Vhodno-izhodne naprave naprave 1 Uvod VIN - 1 2018, Igor Škraba, FRI Vsebina 1 Uvod Signal električni signal Zvezni signal Diskretni signal Digitalni signal Lastnosti prenosnih medijev Slabljenje Pasovna
Tehnični list 9900 M9 Surfacer, Univerzalno HS polnilo primer Ver.: Opis Univerzalno HS akrilno primer polnilo primerno za manjša popravila ali
 Opis Univerzalno HS akrilno primer polnilo primerno za manjša popravila ali za večje površine. Možno je izbrati med dvema različnima trdilcema za doseganje hitrega ali normalnega sušenja Lastnosti izdelka
Opis Univerzalno HS akrilno primer polnilo primerno za manjša popravila ali za večje površine. Možno je izbrati med dvema različnima trdilcema za doseganje hitrega ali normalnega sušenja Lastnosti izdelka
Microsoft PowerPoint - 3_MACS+_Pozarni_testi_slo.ppt [Compatibility Mode]
![Microsoft PowerPoint - 3_MACS+_Pozarni_testi_slo.ppt [Compatibility Mode]](/thumbs/101/150629752.jpg "Microsoft PowerPoint - 3_MACS+_Pozarni_testi_slo.ppt [Compatibility Mode]") Obnašanje jeklenih in sovprežnih stropnih konstrukcij v požaru Vsebina novih požarnih testov Izvedeni so bili požarni preizkusi v okviru projektov FRACOF (ISO požar) COSSFIRE (ISO požar) FICEB (Naravni
Obnašanje jeklenih in sovprežnih stropnih konstrukcij v požaru Vsebina novih požarnih testov Izvedeni so bili požarni preizkusi v okviru projektov FRACOF (ISO požar) COSSFIRE (ISO požar) FICEB (Naravni
Diapozitiv 1
 Vhodno izhodne naprave Laboratorijska vaja 5 - LV 1 Meritve dolžine in karakteristične impedance linije VIN - LV 1 Rozman,Škraba, FRI Model linije Rs Z 0, Vs u i u l R L V S - Napetost izvora [V] R S -
Vhodno izhodne naprave Laboratorijska vaja 5 - LV 1 Meritve dolžine in karakteristične impedance linije VIN - LV 1 Rozman,Škraba, FRI Model linije Rs Z 0, Vs u i u l R L V S - Napetost izvora [V] R S -
Microsoft Word - ABB Robotski sistem za varjene osnove kontejnerja ASM-13.doc
 Posvet AVTOMATIZACIJA STREGE IN MONTAŽE 2013 Ljubljana, 4.december 2013 ABB ROBOTSKI SISTEM ZA VARJENJE OSNOVE KONTEJNERJA, Robert LOGAR POVZETEK Robotski sistemi se pogosteje uporabljajo za izdelavo izdelkov
Posvet AVTOMATIZACIJA STREGE IN MONTAŽE 2013 Ljubljana, 4.december 2013 ABB ROBOTSKI SISTEM ZA VARJENJE OSNOVE KONTEJNERJA, Robert LOGAR POVZETEK Robotski sistemi se pogosteje uporabljajo za izdelavo izdelkov
Geometrija v nacionalnih preverjanjih znanja
 Geometrija v nacionalnih preverjanjih znanja Aleš Kotnik, OŠ Rada Robiča Limbuš Boštjan Repovž, OŠ Krmelj Struktura NPZ za 6. razred Struktura NPZ za 9. razred Taksonomska stopnja (raven) po Gagneju I
Geometrija v nacionalnih preverjanjih znanja Aleš Kotnik, OŠ Rada Robiča Limbuš Boštjan Repovž, OŠ Krmelj Struktura NPZ za 6. razred Struktura NPZ za 9. razred Taksonomska stopnja (raven) po Gagneju I
ŠOLA: SŠTS Šiška
 Naslov vaje: MEHKO SPAJKANJE Ime in priimek: 1 1.) WW tehnika (Wire-Wrap) Nekoč, v prvih dneh radio-tehnike se spajkanje elementov ni izvajalo s spajkanjem, ampak z navijanjem žic in sponami. Takšni spoji
Naslov vaje: MEHKO SPAJKANJE Ime in priimek: 1 1.) WW tehnika (Wire-Wrap) Nekoč, v prvih dneh radio-tehnike se spajkanje elementov ni izvajalo s spajkanjem, ampak z navijanjem žic in sponami. Takšni spoji
Prevodnik_v_polju_14_
 14. Prevodnik v električnem polju Vsebina poglavja: prevodnik v zunanjem električnem polju, površina prevodnika je ekvipotencialna ploskev, elektrostatična indukcija (influenca), polje znotraj votline
14. Prevodnik v električnem polju Vsebina poglavja: prevodnik v zunanjem električnem polju, površina prevodnika je ekvipotencialna ploskev, elektrostatična indukcija (influenca), polje znotraj votline
Poskusi s kondenzatorji
 Poskusi s kondenzatorji Samo Lasič, Fakulteta za Matematiko in Fiziko, Oddelek za fiziko, Ljubljana Povzetek Opisani so nekateri poskusi s kondenzatorji, ki smo jih izvedli z merilnim vmesnikom LabPro.
Poskusi s kondenzatorji Samo Lasič, Fakulteta za Matematiko in Fiziko, Oddelek za fiziko, Ljubljana Povzetek Opisani so nekateri poskusi s kondenzatorji, ki smo jih izvedli z merilnim vmesnikom LabPro.
7. tekmovanje v znanju astronomije 8. razred OŠ Državno tekmovanje, 9. januar 2016 REŠITVE NALOG IN TOČKOVNIK SKLOP A V sklopu A je pravilen odgovor o
 7. tekmovanje v znanju astronomije 8. razred OŠ Državno tekmovanje, 9. januar 2016 REŠITVE NALOG IN TOČKOVNIK SKLOP A V sklopu A je pravilen odgovor ovrednoten z 2 točkama; če ni obkrožen noben odgovor
7. tekmovanje v znanju astronomije 8. razred OŠ Državno tekmovanje, 9. januar 2016 REŠITVE NALOG IN TOČKOVNIK SKLOP A V sklopu A je pravilen odgovor ovrednoten z 2 točkama; če ni obkrožen noben odgovor
KRMILNA OMARICA KO-0
 KOTLOVSKA REGULACIJA Z ENIM OGREVALNIM KROGOM Siop Elektronika d.o.o., Dobro Polje 11b, 4243 Brezje, tel.: +386 4 53 09 150, fax: +386 4 53 09 151, gsm:+386 41 630 089 e-mail: info@siopelektronika.si,
KOTLOVSKA REGULACIJA Z ENIM OGREVALNIM KROGOM Siop Elektronika d.o.o., Dobro Polje 11b, 4243 Brezje, tel.: +386 4 53 09 150, fax: +386 4 53 09 151, gsm:+386 41 630 089 e-mail: info@siopelektronika.si,
Microsoft Word - A-3-Dezelak-SLO.doc
 20. posvetovanje "KOMUNALNA ENERGETIKA / POWER ENGINEERING", Maribor, 2011 1 ANALIZA OBRATOVANJA HIDROELEKTRARNE S ŠKOLJČNIM DIAGRAMOM Klemen DEŽELAK POVZETEK V prispevku je predstavljena možnost izvedbe
20. posvetovanje "KOMUNALNA ENERGETIKA / POWER ENGINEERING", Maribor, 2011 1 ANALIZA OBRATOVANJA HIDROELEKTRARNE S ŠKOLJČNIM DIAGRAMOM Klemen DEŽELAK POVZETEK V prispevku je predstavljena možnost izvedbe
6.1 Uvod 6 Igra Chomp Marko Repše, Chomp je nepristranska igra dveh igralcev s popolno informacijo na dvo (ali vec) dimenzionalnem prostoru
 dimenzionalnem prostoru") 6.1 Uvod 6 Igra Chomp Marko Repše, 30.03.2009 Chomp je nepristranska igra dveh igralcev s popolno informacijo na dvo (ali vec) dimenzionalnem prostoru in na končni ali neskončni čokoladi. Igralca si izmenjujeta
6.1 Uvod 6 Igra Chomp Marko Repše, 30.03.2009 Chomp je nepristranska igra dveh igralcev s popolno informacijo na dvo (ali vec) dimenzionalnem prostoru in na končni ali neskončni čokoladi. Igralca si izmenjujeta
30 Vpihovalne šobe Vpihovalna šoba VŠ-4 Uporaba Vpihovalne šobe VŠ-4 se uporabljajo za oskrbovanje prostorov s hladnim ali toplim zrakom povsod tam, k
 30 Vpihovalna šoba VŠ-4 Uporaba VŠ-4 se uporabljajo za oskrbovanje prostorov s hladnim ali toplim zrakom povsod tam, kjer se zahtevajo velike dometne razdalje in nizka stopnja šumnosti. S postavitvijo
30 Vpihovalna šoba VŠ-4 Uporaba VŠ-4 se uporabljajo za oskrbovanje prostorov s hladnim ali toplim zrakom povsod tam, kjer se zahtevajo velike dometne razdalje in nizka stopnja šumnosti. S postavitvijo
Poročilo za 1. del seminarske naloge- igrica Kača Opis igrice Kača (Snake) je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefo
 je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefo") Poročilo za 1. del seminarske naloge- igrica Kača Opis igrice Kača (Snake) je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefonih. Obstaja precej različic, sam pa sem sestavil meni
Poročilo za 1. del seminarske naloge- igrica Kača Opis igrice Kača (Snake) je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefonih. Obstaja precej različic, sam pa sem sestavil meni
8_ICPx
 INŠTITUT ZA CELULOZO IN PAPIR PULP AND PAPER INSTITUTE Vpliv dizajna na reciklabilnost papirne embalaže Matej Šuštaršič, Janja Zule GZS, 12.12.2014 Vsebina - Kaj je (eko)dizajn? - Pomen recikliranja papirja
INŠTITUT ZA CELULOZO IN PAPIR PULP AND PAPER INSTITUTE Vpliv dizajna na reciklabilnost papirne embalaže Matej Šuštaršič, Janja Zule GZS, 12.12.2014 Vsebina - Kaj je (eko)dizajn? - Pomen recikliranja papirja
2
 Drsni ležaj Strojni elementi 1 Predloga za vaje Pripravila: doc. dr. Domen Šruga as. dr. Ivan Okorn Ljubljana, 2016 STROJNI ELEMENTI.1. 1 Kazalo 1. Definicija naloge... 3 1.1 Eksperimentalni del vaje...
Drsni ležaj Strojni elementi 1 Predloga za vaje Pripravila: doc. dr. Domen Šruga as. dr. Ivan Okorn Ljubljana, 2016 STROJNI ELEMENTI.1. 1 Kazalo 1. Definicija naloge... 3 1.1 Eksperimentalni del vaje...
Microsoft Word - microtronic1.06
 Konfekcioniranje kablov Konfekcioniranje kablov je ena izmed glavnih dejavnosti s katero se ukvarja podjetje Microtronic. Večletne izkušnje na področju konfekcioniranja, tehnično znanje in primerna orodja,
Konfekcioniranje kablov Konfekcioniranje kablov je ena izmed glavnih dejavnosti s katero se ukvarja podjetje Microtronic. Večletne izkušnje na področju konfekcioniranja, tehnično znanje in primerna orodja,
ANALITIČNA GEOMETRIJA V RAVNINI
 3. Analitična geometrija v ravnini Osnovna ideja analitične geometrije je v tem, da vaskemu geometrijskemu objektu (točki, premici,...) pridružimo števila oz koordinate, ki ta objekt popolnoma popisujejo.
3. Analitična geometrija v ravnini Osnovna ideja analitične geometrije je v tem, da vaskemu geometrijskemu objektu (točki, premici,...) pridružimo števila oz koordinate, ki ta objekt popolnoma popisujejo.
Microsoft Word - Pravila - AJKTM 2016.docx
 PRAVILA ALI JE KAJ TRDEN MOST 2016 3. maj 5. maj 2016 10. 4. 2016 Maribor, Slovenija 1 Osnove o tekmovanju 1.1 Ekipa Ekipa sestoji iz treh članov, ki so se po predhodnem postopku prijavili na tekmovanje
PRAVILA ALI JE KAJ TRDEN MOST 2016 3. maj 5. maj 2016 10. 4. 2016 Maribor, Slovenija 1 Osnove o tekmovanju 1.1 Ekipa Ekipa sestoji iz treh članov, ki so se po predhodnem postopku prijavili na tekmovanje
Microsoft Word - ELEKTROTEHNIKA2_ junij 2013_pola1 in 2
 Šifra kandidata: Srednja elektro šola in tehniška gimnazija ELEKTROTEHNIKA PISNA IZPITNA POLA 1 12. junij 2013 Čas pisanja 40 minut Dovoljeno dodatno gradivo in pripomočki: Kandidat prinese nalivno pero
Šifra kandidata: Srednja elektro šola in tehniška gimnazija ELEKTROTEHNIKA PISNA IZPITNA POLA 1 12. junij 2013 Čas pisanja 40 minut Dovoljeno dodatno gradivo in pripomočki: Kandidat prinese nalivno pero
O Č E S N I C E N T E R ODPRAVA DIOPTRIJE ŽIVLJENJE BREZ OČAL IN KONTAKTNIH LEČ
 O Č E S N I C E N T E R ODPRAVA DIOPTRIJE ŽIVLJENJE BREZ OČAL IN KONTAKTNIH LEČ LASERSKA ODPRAVA DIOPTRIJE Kaj je laserska korekcija dioptrije? Laserska operacija oči je postopek, s katerim se trajno odpravi
O Č E S N I C E N T E R ODPRAVA DIOPTRIJE ŽIVLJENJE BREZ OČAL IN KONTAKTNIH LEČ LASERSKA ODPRAVA DIOPTRIJE Kaj je laserska korekcija dioptrije? Laserska operacija oči je postopek, s katerim se trajno odpravi
NAVODILA AVTORJEM PRISPEVKOV
 Predmetna komisija za nižji izobrazbeni standard matematika Opisi dosežkov učencev 6. razreda na nacionalnem preverjanju znanja Slika: Porazdelitev točk pri matematiki (NIS), 6. razred 1 ZELENO OBMOČJE
Predmetna komisija za nižji izobrazbeni standard matematika Opisi dosežkov učencev 6. razreda na nacionalnem preverjanju znanja Slika: Porazdelitev točk pri matematiki (NIS), 6. razred 1 ZELENO OBMOČJE
IR termometer testo 830 testo 830 hiter, za brezkontaktno merjenje površinske temperature Merjenje z laserskim pointerjem za natančno merjenje tudi na
 IR termometer testo 830 testo 830 hiter, za brezkontaktno merjenje površinske temperature Merjenje z laserskim pointerjem za natančno merjenje tudi na večjih razdaljah Hitro shranjevanje odčitkov (2 odčitka
IR termometer testo 830 testo 830 hiter, za brezkontaktno merjenje površinske temperature Merjenje z laserskim pointerjem za natančno merjenje tudi na večjih razdaljah Hitro shranjevanje odčitkov (2 odčitka
Poročilo projekta : Učinkovita raba energije Primerjava klasične sončne elektrarne z sončno elektrarno ki sledi soncu. Cilj projekta: Cilj našega proj
 Poročilo projekta : Učinkovita raba energije Primerjava klasične sončne elektrarne z sončno elektrarno ki sledi soncu. Cilj projekta: Cilj našega projekta je bil izdelati učilo napravo za prikaz delovanja
Poročilo projekta : Učinkovita raba energije Primerjava klasične sončne elektrarne z sončno elektrarno ki sledi soncu. Cilj projekta: Cilj našega projekta je bil izdelati učilo napravo za prikaz delovanja
DELOVNI LIST ZA UČENCA
 ZRCALA - UVOD 1. polprepustno zrcalo 2. ploščice različnih barv ( risalni žebljički), svinčnik 3. ravnilo Na bel papir postavi polprepustno zrcalo in označi njegovo lego. Pred zrcalo postavi risalni žebljiček.
ZRCALA - UVOD 1. polprepustno zrcalo 2. ploščice različnih barv ( risalni žebljički), svinčnik 3. ravnilo Na bel papir postavi polprepustno zrcalo in označi njegovo lego. Pred zrcalo postavi risalni žebljiček.
Turingov stroj in programiranje Barbara Strniša Opis in definicija Definirajmo nekaj oznak: Σ abeceda... končna neprazna množica simbolo
 Turingov stroj in programiranje Barbara Strniša 12. 4. 2010 1 Opis in definicija Definirajmo nekaj oznak: Σ abeceda... končna neprazna množica simbolov (običajno Σ 2) Σ n = {s 1 s 2... s n ; s i Σ, i =
Turingov stroj in programiranje Barbara Strniša 12. 4. 2010 1 Opis in definicija Definirajmo nekaj oznak: Σ abeceda... končna neprazna množica simbolov (običajno Σ 2) Σ n = {s 1 s 2... s n ; s i Σ, i =
1 Naloge iz Matematične fizike II /14 1. Enakomerno segreto kocko vržemo v hladnejšo vodo stalne temperature. Kako se spreminja s časom temperat
 1 Naloge iz Matematične fizike II - 2013/14 1. Enakomerno segreto kocko vržemo v hladnejšo vodo stalne temperature. Kako se spreminja s časom temperatura v kocki? Kakšna je časovna odvisnost toplotnega
1 Naloge iz Matematične fizike II - 2013/14 1. Enakomerno segreto kocko vržemo v hladnejšo vodo stalne temperature. Kako se spreminja s časom temperatura v kocki? Kakšna je časovna odvisnost toplotnega
BYOB Žogica v vesolju Besedilo naloge Glavna ideja igre je paziti, da žoga ne pade na tla igralne površine, pri tem pa zbrati čim več točk. Podobno ig
 BYOB Žogica v vesolju Besedilo naloge Glavna ideja igre je paziti, da žoga ne pade na tla igralne površe, pri tem pa zbrati čim več točk. Podobno igro najdemo tudi v knjigi Scratch (Lajovic, 2011), vendar
BYOB Žogica v vesolju Besedilo naloge Glavna ideja igre je paziti, da žoga ne pade na tla igralne površe, pri tem pa zbrati čim več točk. Podobno igro najdemo tudi v knjigi Scratch (Lajovic, 2011), vendar
Microsoft Word - M docx
 Državni izpitni center *M1180314* SPOMLADANSKI IZPITNI ROK Izpitna pola Modul gradbeništvo NAVODILA ZA OCENJEVANJE Četrtek, 14. junij 01 SPLOŠNA MATURA RIC 01 M11-803-1-4 IZPITNA POLA Modul gradbeništvo
Državni izpitni center *M1180314* SPOMLADANSKI IZPITNI ROK Izpitna pola Modul gradbeništvo NAVODILA ZA OCENJEVANJE Četrtek, 14. junij 01 SPLOŠNA MATURA RIC 01 M11-803-1-4 IZPITNA POLA Modul gradbeništvo
innbox_f60_navodila.indd
 Osnovna navodila Komunikacijski prehod Innbox F60 SFP AC Varnostna opozorila Pri uporabi opreme upoštevajte naslednja opozorila in varnostne ukrepe. Da bi v največji meri izkoristili najnovejšo tehnologijo
Osnovna navodila Komunikacijski prehod Innbox F60 SFP AC Varnostna opozorila Pri uporabi opreme upoštevajte naslednja opozorila in varnostne ukrepe. Da bi v največji meri izkoristili najnovejšo tehnologijo
N
 Državni izpitni center *N19141132* 9. razred FIZIKA Ponedeljek, 13. maj 2019 NAVODILA ZA VREDNOTENJE NACIONALNO PREVERJANJE ZNANJA v 9. razredu Državni izpitni center Vse pravice pridržane. 2 N191-411-3-2
Državni izpitni center *N19141132* 9. razred FIZIKA Ponedeljek, 13. maj 2019 NAVODILA ZA VREDNOTENJE NACIONALNO PREVERJANJE ZNANJA v 9. razredu Državni izpitni center Vse pravice pridržane. 2 N191-411-3-2
VIN Lab 1
 Vhodno izhodne naprave Laboratorijska vaja 1 - AV 1 Signali, OE, Linije VIN - LV 1 Rozman,Škraba, FRI Laboratorijske vaje VIN Ocena iz vaj je sestavljena iz ocene dveh kolokvijev (50% ocene) in iz poročil
Vhodno izhodne naprave Laboratorijska vaja 1 - AV 1 Signali, OE, Linije VIN - LV 1 Rozman,Škraba, FRI Laboratorijske vaje VIN Ocena iz vaj je sestavljena iz ocene dveh kolokvijev (50% ocene) in iz poročil
C:/Users/Matevž Èrepnjak/Dropbox/FKKT/TESTI-IZPITI-REZULTATI/ /Izpiti/FKKT-avgust-17.dvi
 Vpisna številka Priimek, ime Smer: K KT WA Izpit pri predmetu MATEMATIKA I Računski del Ugasni in odstrani mobilni telefon. Uporaba knjig in zapiskov ni dovoljena. Dovoljeni pripomočki so: kemični svinčnik,
Vpisna številka Priimek, ime Smer: K KT WA Izpit pri predmetu MATEMATIKA I Računski del Ugasni in odstrani mobilni telefon. Uporaba knjig in zapiskov ni dovoljena. Dovoljeni pripomočki so: kemični svinčnik,
Bosch: poudarek na popolnem rezanju. Program listov krožnih žag. Krožne žage, rezkanje
 Bosch: poudarek na popolnem rezanju. Program listov krožnih žag. Krožne žage, rezkanje 2 Pregled Program pribora Pregled Inovativni in zmogljivi izdelki zagotavljajo uspešno prodajo. V Boschevih lastnih
Bosch: poudarek na popolnem rezanju. Program listov krožnih žag. Krožne žage, rezkanje 2 Pregled Program pribora Pregled Inovativni in zmogljivi izdelki zagotavljajo uspešno prodajo. V Boschevih lastnih
Presentation‘s Main Title
 JUBIZOL Izvedba detajlov fasade načrtovanje in pregled izvedbe v praksi 1 Aleš Kovač d.i.g. JUB d.o.o. ; ales.kovac@jub.eu Obdelava COKLA Slaba praksa Direktno stikovanje z asfaltom? VROČINA!! 2 Obdelava
JUBIZOL Izvedba detajlov fasade načrtovanje in pregled izvedbe v praksi 1 Aleš Kovač d.i.g. JUB d.o.o. ; ales.kovac@jub.eu Obdelava COKLA Slaba praksa Direktno stikovanje z asfaltom? VROČINA!! 2 Obdelava
Microsoft Word - Astronomija-Projekt19fin
 Univerza v Ljubljani Fakulteta za matematiko in fiziko Jure Hribar, Rok Capuder Radialna odvisnost površinske svetlosti za eliptične galaksije Projektna naloga pri predmetu astronomija Ljubljana, april
Univerza v Ljubljani Fakulteta za matematiko in fiziko Jure Hribar, Rok Capuder Radialna odvisnost površinske svetlosti za eliptične galaksije Projektna naloga pri predmetu astronomija Ljubljana, april
N
 Državni izpitni center *N13164132* REDNI ROK 3. obdobje TEHNIKA IN TEHNOLOGIJA Torek, 14. maj 2013 NAVODILA ZA VREDNOTENJE NAIONALNO PREVERJANJE ZNANJA ob koncu 3. obdobja RI 2013 2 N131-641-3-2 SPLOŠNA
Državni izpitni center *N13164132* REDNI ROK 3. obdobje TEHNIKA IN TEHNOLOGIJA Torek, 14. maj 2013 NAVODILA ZA VREDNOTENJE NAIONALNO PREVERJANJE ZNANJA ob koncu 3. obdobja RI 2013 2 N131-641-3-2 SPLOŠNA
1. izbirni test za MMO 2018 Ljubljana, 16. december Naj bo n naravno število. Na mizi imamo n 2 okraskov n različnih barv in ni nujno, da imam
 1. izbirni test za MMO 018 Ljubljana, 16. december 017 1. Naj bo n naravno število. Na mizi imamo n okraskov n različnih barv in ni nujno, da imamo enako število okraskov vsake barve. Dokaži, da se okraske
1. izbirni test za MMO 018 Ljubljana, 16. december 017 1. Naj bo n naravno število. Na mizi imamo n okraskov n različnih barv in ni nujno, da imamo enako število okraskov vsake barve. Dokaži, da se okraske
ErgoPack ergonomsko povezovanje palet
 ErgoPack ergonomsko povezovanje palet Postavite ErgoPack pred paleto. Verižna sablja potegne trak spodaj pod paleto ErgoPack sistem Z ErgoPack-om boste sprejeli pravilno odločitev! Velike, male, široke,
ErgoPack ergonomsko povezovanje palet Postavite ErgoPack pred paleto. Verižna sablja potegne trak spodaj pod paleto ErgoPack sistem Z ErgoPack-om boste sprejeli pravilno odločitev! Velike, male, široke,
M
 Š i f r a k a n d i d a t a : Državni izpitni center *M16140111* Osnovna raven MATEMATIKA Izpitna pola 1 SPOMLADANSKI IZPITNI ROK Sobota, 4. junij 016 / 10 minut Dovoljeno gradivo in pripomočki: Kandidat
Š i f r a k a n d i d a t a : Državni izpitni center *M16140111* Osnovna raven MATEMATIKA Izpitna pola 1 SPOMLADANSKI IZPITNI ROK Sobota, 4. junij 016 / 10 minut Dovoljeno gradivo in pripomočki: Kandidat
(PZI_predra\350un.xls)
") POPIS DEL PZI LASC V MIRNU DOLŽINE 750 IN 175 m 1. PREDDELA 2. ZEMELJSKA DELA 3. VOZIŠČNE KONSTRUKCIJE 4. ODVODNJAVANJE 5. GRADBENA IN OBRTNIŠKA DELA 6. OPREMA CEST 7. TUJE STORITVE SKUPAJ : Stran 2 1.
POPIS DEL PZI LASC V MIRNU DOLŽINE 750 IN 175 m 1. PREDDELA 2. ZEMELJSKA DELA 3. VOZIŠČNE KONSTRUKCIJE 4. ODVODNJAVANJE 5. GRADBENA IN OBRTNIŠKA DELA 6. OPREMA CEST 7. TUJE STORITVE SKUPAJ : Stran 2 1.
10. Meritev šumnega števila ojačevalnika Vsako radijsko zvezo načrtujemo za zahtevano razmerje signal/šum. Šum ima vsaj dva izvora: naravni šum T A, k
 10. Meritev šumnega števila ojačevalnika Vsako radijsko zvezo načrtujemo za zahtevano razmerje signal/šum. Šum ima vsaj dva izvora: naravni šum T A, ki ga sprejme antena in dodatni šum T S radijskega sprejemnika.
10. Meritev šumnega števila ojačevalnika Vsako radijsko zvezo načrtujemo za zahtevano razmerje signal/šum. Šum ima vsaj dva izvora: naravni šum T A, ki ga sprejme antena in dodatni šum T S radijskega sprejemnika.
LABORATORIJSKE VAJE IZ FIZIKE
 UVOD LABORATORIJSKE VAJE IZ FIZIKE V tem šolskem letu ste se odločili za fiziko kot izbirni predmet. Laboratorijske vaje boste opravljali med poukom od začetka oktobra do konca aprila. Zunanji kandidati
UVOD LABORATORIJSKE VAJE IZ FIZIKE V tem šolskem letu ste se odločili za fiziko kot izbirni predmet. Laboratorijske vaje boste opravljali med poukom od začetka oktobra do konca aprila. Zunanji kandidati
Diapozitiv 1
 Vhodno izhodne naprave Laboratorijska vaja 4 - AV 4 Linije LTSpice, simulacija elektronskih vezij VIN - LV 1 Rozman,Škraba, FRI LTSpice LTSpice: http://www.linear.com/designtools/software/ https://www.analog.com/en/design-center/design-tools-andcalculators/ltspice-simulator.html
Vhodno izhodne naprave Laboratorijska vaja 4 - AV 4 Linije LTSpice, simulacija elektronskih vezij VIN - LV 1 Rozman,Škraba, FRI LTSpice LTSpice: http://www.linear.com/designtools/software/ https://www.analog.com/en/design-center/design-tools-andcalculators/ltspice-simulator.html
STAVKI _5_
 5. Stavki (Teoremi) Vsebina: Stavek superpozicije, stavek Thévenina in Nortona, maksimalna moč na bremenu (drugič), stavek Tellegena. 1. Stavek superpozicije Ta stavek določa, da lahko poljubno vezje sestavljeno
5. Stavki (Teoremi) Vsebina: Stavek superpozicije, stavek Thévenina in Nortona, maksimalna moč na bremenu (drugič), stavek Tellegena. 1. Stavek superpozicije Ta stavek določa, da lahko poljubno vezje sestavljeno
ZAŠČITNA IZOLACIJA BREZ VSEBNOSTI HALOGENIH SNOVI ZA ZMANJŠEVANJE KOROZIVNIH UČINKOV IN TOKSIČNOSTI DIMA V PRIMERU POŽARA Powered by TCPDF (
 ZAŠČITNA IZOLACIJA BREZ VSEBNOSTI HALOGENIH SNOVI ZA ZMANJŠEVANJE KOROZIVNIH UČINKOV IN TOKSIČNOSTI DIMA V PRIMERU POŽARA Powered by TCPDF (www.tcpdf.org) Brez vsebnosti halogenih snovi Majhna količina
ZAŠČITNA IZOLACIJA BREZ VSEBNOSTI HALOGENIH SNOVI ZA ZMANJŠEVANJE KOROZIVNIH UČINKOV IN TOKSIČNOSTI DIMA V PRIMERU POŽARA Powered by TCPDF (www.tcpdf.org) Brez vsebnosti halogenih snovi Majhna količina
Uradni list Republike Slovenije Št. 17 / / Stran 2557 Verzija: v1.0 Datum: Priloga 1: Manevri in tolerance zadovoljive izurjeno
 Uradni list Republike Slovenije Št. 17 / 10. 4. 2017 / Stran 2557 Verzija: v1.0 Datum: 26.07.2016 Priloga 1: Manevri in tolerance zadovoljive izurjenosti V nadaljevanju je opisan programa leta in s tem
Uradni list Republike Slovenije Št. 17 / 10. 4. 2017 / Stran 2557 Verzija: v1.0 Datum: 26.07.2016 Priloga 1: Manevri in tolerance zadovoljive izurjenosti V nadaljevanju je opisan programa leta in s tem
Uradni list Republike Slovenije Št. 44 / / Stran 6325 PRILOGA II Del A NAJVEČJE MERE IN MASE VOZIL 1 NAJVEČJE DOVOLJENE MERE 1.1 Največja
 Uradni list Republike Slovenije Št. 44 / 18. 8. 2017 / Stran 6325 PRILOGA II Del A NAJVEČJE MERE IN MASE VOZIL 1 NAJVEČJE DOVOLJENE MERE 1.1 Največja dolžina: - motorno vozilo razen avtobusa 12,00 m -
Uradni list Republike Slovenije Št. 44 / 18. 8. 2017 / Stran 6325 PRILOGA II Del A NAJVEČJE MERE IN MASE VOZIL 1 NAJVEČJE DOVOLJENE MERE 1.1 Največja dolžina: - motorno vozilo razen avtobusa 12,00 m -
Navodila za uporabo Mini snemalnik
 Navodila za uporabo Mini snemalnik www.spyshop.eu Pred vami so navodila za pravilno uporabo mini snemalnika in opis funkcionalnosti. Lastnosti snemalnika: Naziv Mere Teža Kapaciteta spomina Snemanje Format
Navodila za uporabo Mini snemalnik www.spyshop.eu Pred vami so navodila za pravilno uporabo mini snemalnika in opis funkcionalnosti. Lastnosti snemalnika: Naziv Mere Teža Kapaciteta spomina Snemanje Format
PowerPointova predstavitev
 Načrtujemo, razvijamo in izdelamo elektroniko po meri naročnika Svetujemo pri izbiri komponent, optimiziramo stroškovnike in proizvodni proces. Ključne kompetence Razvoj elektronike (hardware) Vgrajeni
Načrtujemo, razvijamo in izdelamo elektroniko po meri naročnika Svetujemo pri izbiri komponent, optimiziramo stroškovnike in proizvodni proces. Ključne kompetence Razvoj elektronike (hardware) Vgrajeni
5_1_Wand_Details
 Načrtovanje in gradnja s sistemi Rigips. 5.10.01 do 5.10.02 Montažne stene Rigips Tesen in nepropusten priključek ima pomembno vlogo pri zvočni zaščiti. Zato je nameščanje priključnega tesnila enako pomembno
Načrtovanje in gradnja s sistemi Rigips. 5.10.01 do 5.10.02 Montažne stene Rigips Tesen in nepropusten priključek ima pomembno vlogo pri zvočni zaščiti. Zato je nameščanje priključnega tesnila enako pomembno
Microsoft Word - ELEKTROTEHNIKA2_11. junij 2104
 Šifra kandidata: Srednja elektro šola in tehniška gimnazija ELEKTROTEHNIKA PISNA IZPITNA POLA 1 11. junij 2014 Čas pisanja 40 minut Dovoljeno dodatno gradivo in pripomočki: Kandidat prinese nalivno pero
Šifra kandidata: Srednja elektro šola in tehniška gimnazija ELEKTROTEHNIKA PISNA IZPITNA POLA 1 11. junij 2014 Čas pisanja 40 minut Dovoljeno dodatno gradivo in pripomočki: Kandidat prinese nalivno pero
Moj poskus formativnega spremljanja
 Moj poskus formativnega spremljanja Nada Žonta Kropivšek, marec 2019 10 let OŠ Vič, 17 let Gimnazija Poljane, splošna gimnazija Okoli 10 let pripravljam za maturo iz fizike Od moje klasike do drugačnih
Moj poskus formativnega spremljanja Nada Žonta Kropivšek, marec 2019 10 let OŠ Vič, 17 let Gimnazija Poljane, splošna gimnazija Okoli 10 let pripravljam za maturo iz fizike Od moje klasike do drugačnih
11 Barvni izvlečki-HELENA TGP06
 Študijsko leto 2006/07 TISKARSKI POSTOPKI 1 predavateljica: doc. dr. Tadeja Muck asistentka: dr. Helena Gabrijelčič BARVNI IZVLEČKI www.europapier.at Grafične in interaktivne komunikacije 1. letnik http://www.vermillion-inc.com
Študijsko leto 2006/07 TISKARSKI POSTOPKI 1 predavateljica: doc. dr. Tadeja Muck asistentka: dr. Helena Gabrijelčič BARVNI IZVLEČKI www.europapier.at Grafične in interaktivne komunikacije 1. letnik http://www.vermillion-inc.com
1 EKSPERIMENTALNI DEL 1.1 Tkanina Pri pranju smo uporabili pet tkanin, od katerih je bila ena bela bombažna tkanina (B), preostale tkanine (E101, E111
, preostale tkanine (E101, E111") 1 EKSPERIMENTALNI DEL 1.1 Tkanina Pri pranju smo uporabili pet tkanin, od katerih je bila ena bela bombažna tkanina (B), preostale (E101, E111, E114 in E160) pa so bile zamazane z različnimi umazanijami
1 EKSPERIMENTALNI DEL 1.1 Tkanina Pri pranju smo uporabili pet tkanin, od katerih je bila ena bela bombažna tkanina (B), preostale (E101, E111, E114 in E160) pa so bile zamazane z različnimi umazanijami
Microsoft Word doc
 SLO - NAVODILO ZA MONTAŽO IN UPORABO : št. art. : 90 79 14 www.conrad.si Zvočniki Hercules XPS 2,1 20 Gloss Št. izdelka: 90 79 14 Navodila za uporabo so sestavni del izdelka. Vsebujejo pomembne napotke
SLO - NAVODILO ZA MONTAŽO IN UPORABO : št. art. : 90 79 14 www.conrad.si Zvočniki Hercules XPS 2,1 20 Gloss Št. izdelka: 90 79 14 Navodila za uporabo so sestavni del izdelka. Vsebujejo pomembne napotke
Gorivna celica
 Laboratorij za termoenergetiko Delovanje gorivnih celic Najbolj uveljavljeni tipi gorivnih celic Obstaja veliko različnih vrst gorivnih celic, najpogosteje se jih razvršča glede na vrsto elektrolita Obratovalna
Laboratorij za termoenergetiko Delovanje gorivnih celic Najbolj uveljavljeni tipi gorivnih celic Obstaja veliko različnih vrst gorivnih celic, najpogosteje se jih razvršča glede na vrsto elektrolita Obratovalna
UNIVERZA V LJUBLJANI FAKULTETA ZA MATEMATIKO IN FIZIKO Katja Ciglar Analiza občutljivosti v Excel-u Seminarska naloga pri predmetu Optimizacija v fina
 UNIVERZA V LJUBLJANI FAKULTETA ZA MATEMATIKO IN FIZIKO Katja Ciglar Analiza občutljivosti v Excel-u Seminarska naloga pri predmetu Optimizacija v financah Ljubljana, 2010 1. Klasični pristop k analizi
UNIVERZA V LJUBLJANI FAKULTETA ZA MATEMATIKO IN FIZIKO Katja Ciglar Analiza občutljivosti v Excel-u Seminarska naloga pri predmetu Optimizacija v financah Ljubljana, 2010 1. Klasični pristop k analizi
Dinamika požara v prostoru 21. predavanje Vsebina gorenje v prostoru in na prostem dinamika gorenja v prostoru faze, splošno kvantitativno T
 Dinamika požara v prostoru 21. predavanje Vsebina gorenje v prostoru in na prostem dinamika gorenja v prostoru faze, splošno kvantitativno T pred požarnim preskokom Q FO za požarni preskok polnorazviti
Dinamika požara v prostoru 21. predavanje Vsebina gorenje v prostoru in na prostem dinamika gorenja v prostoru faze, splošno kvantitativno T pred požarnim preskokom Q FO za požarni preskok polnorazviti
ELEKTRIČNI NIHAJNI KROG TEORIJA Električni nihajni krog je električno vezje, ki služi za generacijo visokofrekvenče izmenične napetosti. V osnovi je "
 ELEKTRIČNI NIHAJNI KROG TEORIJA Električni nihajni krog je električno vezje, ki služi za generacijo visokofrekvenče izmenične napetosti. V osnovi je "električno" nihalo, sestavljeno iz vzporedne vezave
ELEKTRIČNI NIHAJNI KROG TEORIJA Električni nihajni krog je električno vezje, ki služi za generacijo visokofrekvenče izmenične napetosti. V osnovi je "električno" nihalo, sestavljeno iz vzporedne vezave
PRIPRAVA NA 1. Š. N.: KVADRATNA FUNKCIJA IN KVADRATNA ENAČBA 1. Izračunaj presečišča parabole y=5 x x 8 s koordinatnima osema. R: 2 0, 8, 4,0,,0
 PRIPRAVA NA 1. Š. N.: KVADRATNA FUNKCIJA IN KVADRATNA ENAČBA 1. Izračunaj presečišča parabole y=5 x +18 x 8 s koordinatnima osema. R: 0, 8, 4,0,,0 5. Zapiši enačbo kvadratne funkcije f (x )=3 x +1 x+8
PRIPRAVA NA 1. Š. N.: KVADRATNA FUNKCIJA IN KVADRATNA ENAČBA 1. Izračunaj presečišča parabole y=5 x +18 x 8 s koordinatnima osema. R: 0, 8, 4,0,,0 5. Zapiši enačbo kvadratne funkcije f (x )=3 x +1 x+8
Microsoft Word - Analiza rezultatov NPZ matematika 2018.docx
 Analiza dosežkov pri predmetu matematika za NPZ 28 6. razred NPZ matematika 28 Dosežek šole Povprečno število točk v % Državno povprečje Povprečno število točk v % Odstopanje v % 49,55 52,52 2,97 Povprečni
Analiza dosežkov pri predmetu matematika za NPZ 28 6. razred NPZ matematika 28 Dosežek šole Povprečno število točk v % Državno povprečje Povprečno število točk v % Odstopanje v % 49,55 52,52 2,97 Povprečni
Univerza v Ljubljani FAKULTETA ZA RAČUNALNIŠTVO IN INFORMATIKO Tržaška c. 25, 1000 Ljubljana Realizacija n-bitnega polnega seštevalnika z uporabo kvan
 Univerza v Ljubljani FAKULTETA ZA RAČUNALNIŠTVO IN INFORMATIKO Tržaška c. 25, 1000 Ljubljana Realizacija n-bitnega polnega seštevalnika z uporabo kvantnih celičnih avtomatov SEMINARSKA NALOGA Univerzitetna
Univerza v Ljubljani FAKULTETA ZA RAČUNALNIŠTVO IN INFORMATIKO Tržaška c. 25, 1000 Ljubljana Realizacija n-bitnega polnega seštevalnika z uporabo kvantnih celičnih avtomatov SEMINARSKA NALOGA Univerzitetna
Naloge 1. Dva električna grelnika z ohmskima upornostma 60 Ω in 30 Ω vežemo vzporedno in priključimo na idealni enosmerni tokovni vir s tokom 10 A. Tr
 Naloge 1. Dva električna grelnika z ohmskima upornostma 60 Ω in 30 Ω vežemo vzporedno in priključimo na idealni enosmerni tokovni vir s tokom 10 A. Trditev: idealni enosmerni tokovni vir obratuje z močjo
Naloge 1. Dva električna grelnika z ohmskima upornostma 60 Ω in 30 Ω vežemo vzporedno in priključimo na idealni enosmerni tokovni vir s tokom 10 A. Trditev: idealni enosmerni tokovni vir obratuje z močjo
ŠTEVCI PROMETA IN NJIHOVA UPORABA ZA NAMENE STATISTIK ČRT GRAHONJA
 ŠTEVCI PROMETA IN NJIHOVA UPORABA ZA NAMENE STATISTIK ČRT GRAHONJA Navdih Poizvedovanje po BD podatkovnih virih, ki imajo časovno dimenzijo in so dostopni. Večji promet pomeni večje število dobrin in močnejšo
ŠTEVCI PROMETA IN NJIHOVA UPORABA ZA NAMENE STATISTIK ČRT GRAHONJA Navdih Poizvedovanje po BD podatkovnih virih, ki imajo časovno dimenzijo in so dostopni. Večji promet pomeni večje število dobrin in močnejšo
Microsoft PowerPoint - OVT_4_IzolacijskiMat_v1.pptx
 Osnove visokonapetostne tehnike Izolacijski materiali Boštjan Blažič bostjan.blazic@fe.uni lj.si leon.fe.uni lj.si 01 4768 414 013/14 Izolacijski materiali Delitev: plinasti, tekoči, trdni Plinasti dielektriki
Osnove visokonapetostne tehnike Izolacijski materiali Boštjan Blažič bostjan.blazic@fe.uni lj.si leon.fe.uni lj.si 01 4768 414 013/14 Izolacijski materiali Delitev: plinasti, tekoči, trdni Plinasti dielektriki
NAVODILO ZA UPORABO APARATA CETI MAX MONO Monokularni biološki mikroskop Kratka navodila za rokovanje z instrumentom. Pred uporabo dobro preberi tudi
 NAVODILO ZA UPORABO APARATA CETI MAX MONO Monokularni biološki mikroskop Kratka navodila za rokovanje z instrumentom. Pred uporabo dobro preberi tudi originalna navodila, posebej za uporabo vseh možnih
NAVODILO ZA UPORABO APARATA CETI MAX MONO Monokularni biološki mikroskop Kratka navodila za rokovanje z instrumentom. Pred uporabo dobro preberi tudi originalna navodila, posebej za uporabo vseh možnih
CY110 Sistem glavnega ključazmogljivost, ki presega standard
 CY110 Sistem glavnega ključazmogljivost, ki presega standard Zaupanja vredna tehnologija ploščatih ključev za širok spekter uporabe Patentirani obojestranski ključ CY110 nudi podobne prednosti, kot sistemi
CY110 Sistem glavnega ključazmogljivost, ki presega standard Zaupanja vredna tehnologija ploščatih ključev za širok spekter uporabe Patentirani obojestranski ključ CY110 nudi podobne prednosti, kot sistemi
Vektorji - naloge za test Naloga 1 Ali so točke A(1, 2, 3), B(0, 3, 7), C(3, 5, 11) b) A(0, 3, 5), B(1, 2, 2), C(3, 0, 4) kolinearne? Naloga 2 Ali toč
, B(0, 3, 7), C(3, 5, 11) b) A(0, 3, 5), B(1, 2, 2), C(3, 0, 4) kolinearne? Naloga 2 Ali toč") Vektorji - naloge za test Naloga 1 li so točke (1, 2, 3), (0, 3, 7), C(3, 5, 11) b) (0, 3, 5), (1, 2, 2), C(3, 0, 4) kolinearne? Naloga 2 li točke a) (6, 0, 2), (2, 0, 4), C(6, 6, 1) in D(2, 6, 3), b)
Vektorji - naloge za test Naloga 1 li so točke (1, 2, 3), (0, 3, 7), C(3, 5, 11) b) (0, 3, 5), (1, 2, 2), C(3, 0, 4) kolinearne? Naloga 2 li točke a) (6, 0, 2), (2, 0, 4), C(6, 6, 1) in D(2, 6, 3), b)
Slide 1
 Vsak vektor na premici skozi izhodišče lahko zapišemo kot kjer je v smerni vektor premice in a poljubno število. r a v Vsak vektor na ravnini skozi izhodišče lahko zapišemo kot kjer sta v, v vektorja na
Vsak vektor na premici skozi izhodišče lahko zapišemo kot kjer je v smerni vektor premice in a poljubno število. r a v Vsak vektor na ravnini skozi izhodišče lahko zapišemo kot kjer sta v, v vektorja na
FIZIKA IN ARHITEKTURA SKOZI NAŠA UŠESA
 FIZIKA IN ARHITEKTURA SKOZI NAŠA UŠESA SE SPOMNITE SREDNJEŠOLSKE FIZIKE IN BIOLOGIJE? Saša Galonja univ. dipl. inž. arh. ZAPS marec, april 2012 Vsebina Kaj je zvok? Kako slišimo? Arhitekturna akustika
FIZIKA IN ARHITEKTURA SKOZI NAŠA UŠESA SE SPOMNITE SREDNJEŠOLSKE FIZIKE IN BIOLOGIJE? Saša Galonja univ. dipl. inž. arh. ZAPS marec, april 2012 Vsebina Kaj je zvok? Kako slišimo? Arhitekturna akustika
Microsoft Word - Avditorne.docx
 1. Naloga Delovanje oscilatorja je odvisno od kapacitivnosti kondenzatorja C. Dopustno območje izhodnih frekvenc je podano z dopustnim območjem kapacitivnosti C od 1,35 do 1,61 nf. Uporabljen je kondenzator
1. Naloga Delovanje oscilatorja je odvisno od kapacitivnosti kondenzatorja C. Dopustno območje izhodnih frekvenc je podano z dopustnim območjem kapacitivnosti C od 1,35 do 1,61 nf. Uporabljen je kondenzator
CpE & ME 519
 2D Transformacije Zakaj potrebujemo transformacije? Animacija Več instanc istega predmeta, variacije istega objekta na sceni Tvorba kompliciranih predmetov iz bolj preprostih Transformacije gledanja Kaj
2D Transformacije Zakaj potrebujemo transformacije? Animacija Več instanc istega predmeta, variacije istega objekta na sceni Tvorba kompliciranih predmetov iz bolj preprostih Transformacije gledanja Kaj
Microsoft Word - N _moderacija.docx
 2 N151-401-2-2 SPLOŠNA NAVODILA Prosimo, da moderirano različico navodil za vrednotenje dosledno upoštevate. Če učenec pravilno reši nalogo na svoj način (ki je matematično korekten) in je to razvidno
2 N151-401-2-2 SPLOŠNA NAVODILA Prosimo, da moderirano različico navodil za vrednotenje dosledno upoštevate. Če učenec pravilno reši nalogo na svoj način (ki je matematično korekten) in je to razvidno
Vrste
 Matematika 1 17. - 24. november 2009 Funkcija, ki ni algebraična, se imenuje transcendentna funkcija. Podrobneje si bomo ogledali naslednje transcendentne funkcije: eksponentno, logaritemsko, kotne, ciklometrične,
Matematika 1 17. - 24. november 2009 Funkcija, ki ni algebraična, se imenuje transcendentna funkcija. Podrobneje si bomo ogledali naslednje transcendentne funkcije: eksponentno, logaritemsko, kotne, ciklometrične,
PKP projekt SMART WaterNet_Opis
 PKP projekt SMART WaterNet Po kreativni poti do znanja (PKP) opis programa Program Po kreativni poti do znanja omogoča povezovanje visokošolskih zavodov s trgom dela in tako daje možnost študentom za pridobitev
PKP projekt SMART WaterNet Po kreativni poti do znanja (PKP) opis programa Program Po kreativni poti do znanja omogoča povezovanje visokošolskih zavodov s trgom dela in tako daje možnost študentom za pridobitev
15. Seminar Optične Komunikacije Laboratorij za Sevanje in Optiko Fakulteta za Elektrotehniko Ljubljana, 30.jan - 1.feb 2008 Osnovne omejitve svetlobn
 15. Seminar Optične Komunikacije Laboratorij za Sevanje in Optiko Fakulteta za Elektrotehniko Ljubljana, 30.jan - 1.feb 2008 Osnovne omejitve svetlobnega vlakna Matjaž Vidmar Seznam prosojnic: Slika 1
15. Seminar Optične Komunikacije Laboratorij za Sevanje in Optiko Fakulteta za Elektrotehniko Ljubljana, 30.jan - 1.feb 2008 Osnovne omejitve svetlobnega vlakna Matjaž Vidmar Seznam prosojnic: Slika 1
Cenik 2019 Cenik velja od Termoizolacije IZOLIRAMO OD TEMELJEV DO STREHE
 Cenik 2019 Cenik velja od 15. 2. 2019. Termoizolacije IZOLIRAMO OD TELJEV DO STREHE A1 - EPS fasadne plošče FRAGMAT EPS F λ D = 0,039 W/(m.K) razplastna trdnost TR100 A1 *601890 1 100 50 m 2 25 500 0,84
Cenik 2019 Cenik velja od 15. 2. 2019. Termoizolacije IZOLIRAMO OD TELJEV DO STREHE A1 - EPS fasadne plošče FRAGMAT EPS F λ D = 0,039 W/(m.K) razplastna trdnost TR100 A1 *601890 1 100 50 m 2 25 500 0,84
Microsoft Word - Navodila_NSB2_SLO.doc
 Borovniško naselje 7 1412 Kisovec Slovenija Tel.: +386(0) 356 72 050 Fax.: +368(0)356 71 119 www.tevel.si Lastno varni napajalnik Tip NSB2/xx (NAVODILA ZA UPORABO) Navodila_NSB2_SLO.doc2/xx Stran 1 od
Borovniško naselje 7 1412 Kisovec Slovenija Tel.: +386(0) 356 72 050 Fax.: +368(0)356 71 119 www.tevel.si Lastno varni napajalnik Tip NSB2/xx (NAVODILA ZA UPORABO) Navodila_NSB2_SLO.doc2/xx Stran 1 od
NAJRAJE SE DRUŽIM S SVIČNIKOM, SAJ LAHKO VADIM ČRTE IN KRIVULJE, PA VELIKE TISKANE ČRKE IN ŠTEVILKE DO 20. Preizkusite znanje vaših otrok in natisnite
 NAJRAJE SE DRUŽIM S SVIČNIKOM, SAJ LAHKO VADIM ČRTE IN KRIVULJE, PA VELIKE TISKANE ČRKE IN ŠTEVILKE DO 20. Preizkusite znanje vaših otrok in natisnite vzorčne strani iz DELOVNIH LISTOV 1 v štirih delih
NAJRAJE SE DRUŽIM S SVIČNIKOM, SAJ LAHKO VADIM ČRTE IN KRIVULJE, PA VELIKE TISKANE ČRKE IN ŠTEVILKE DO 20. Preizkusite znanje vaših otrok in natisnite vzorčne strani iz DELOVNIH LISTOV 1 v štirih delih
lenses PRIROČNIK za uporabo kontaktnih leč Sentina
 lenses PRIROČNIK za uporabo kontaktnih leč Sentina Pred začetkom uporabe kontaktnih leč Sentina vam svetujemo, da si preberete naslednja navodila. Četudi kontaktne leče uporabljate že dlje časa, je dobro
lenses PRIROČNIK za uporabo kontaktnih leč Sentina Pred začetkom uporabe kontaktnih leč Sentina vam svetujemo, da si preberete naslednja navodila. Četudi kontaktne leče uporabljate že dlje časa, je dobro
FGG13
 10.8 Metoda zveznega nadaljevanja To je metoda za reševanje nelinearne enačbe f(x) = 0. Če je težko poiskati začetni približek (še posebno pri nelinearnih sistemih), si lahko pomagamo z uvedbo dodatnega
10.8 Metoda zveznega nadaljevanja To je metoda za reševanje nelinearne enačbe f(x) = 0. Če je težko poiskati začetni približek (še posebno pri nelinearnih sistemih), si lahko pomagamo z uvedbo dodatnega
Microsoft PowerPoint - Prevod SIOEN prezentacije
 ZAŠČITA NA PODLAGI INOVACIJ Kratek pregled fasadnih oblog iz tekstilnih materialov Obrazložitev razlike med fasadnimi materiali in različnimi fasadnimi sistemi: Razlikujemo med sistemi oblog in prezračevanimi
ZAŠČITA NA PODLAGI INOVACIJ Kratek pregled fasadnih oblog iz tekstilnih materialov Obrazložitev razlike med fasadnimi materiali in različnimi fasadnimi sistemi: Razlikujemo med sistemi oblog in prezračevanimi
INFORMATOR BIROKRAT 1/2011
 ta Veleprodaja Maloprodaja Storitve Računovodstvo Proizvodnja Gostinstvo Turizem Hotelirstvo Ticketing CRM Internetna trgovina Izdelava internetnih strani Grafično oblikovanje NOVOSTI IN NASVETI ZA DELO
ta Veleprodaja Maloprodaja Storitve Računovodstvo Proizvodnja Gostinstvo Turizem Hotelirstvo Ticketing CRM Internetna trgovina Izdelava internetnih strani Grafično oblikovanje NOVOSTI IN NASVETI ZA DELO
Powered by TCPDF ( Powered by TCPDF ( PRVA FLEKSIBILNA IZOLACIJA Z MAJHNO KOLIČINO DIMA ZA VEČJO VARNOST LJUDI Povečana va
 Powered by TCPDF (www.tcpdf.org) Powered by TCPDF (www.tcpdf.org) PRVA FLEKSIBILNA IZOLACIJA Z MAJHNO KOLIČINO DIMA ZA VEČJO VARNOST LJUDI Povečana varnost zaradi odličnih požarnih lastnosti in manjše
Powered by TCPDF (www.tcpdf.org) Powered by TCPDF (www.tcpdf.org) PRVA FLEKSIBILNA IZOLACIJA Z MAJHNO KOLIČINO DIMA ZA VEČJO VARNOST LJUDI Povečana varnost zaradi odličnih požarnih lastnosti in manjše
Osnove matematicne analize 2018/19
 Osnove matematične analize 2018/19 Neža Mramor Kosta Fakulteta za računalništvo in informatiko Univerza v Ljubljani Funkcija je predpis, ki vsakemu elementu x iz definicijskega območja D f R priredi natanko
Osnove matematične analize 2018/19 Neža Mramor Kosta Fakulteta za računalništvo in informatiko Univerza v Ljubljani Funkcija je predpis, ki vsakemu elementu x iz definicijskega območja D f R priredi natanko
DN080038_plonk plus fizika SS.indd
 razlage I formule I rešeni primeri I namigi I opozorila I tabele Srednješolski Plonk+ Fizika razlage formule rešeni primeri namigi opozorila tabele Avtor: Vasja Kožuh Strokovni pregled: dr. Gorazd Planinšič
razlage I formule I rešeni primeri I namigi I opozorila I tabele Srednješolski Plonk+ Fizika razlage formule rešeni primeri namigi opozorila tabele Avtor: Vasja Kožuh Strokovni pregled: dr. Gorazd Planinšič
Pravila za čezmejne pošiljke odpadkov s poudarkom na odpadkih, ki vsebujejo GFRP; izkušnje IRSOP iz izvajanja nadzora nad čezmejnim pošiljanjem odpadk
 Pravila za čezmejne pošiljke odpadkov s poudarkom na odpadkih, ki vsebujejo GFRP; izkušnje IRSOP iz izvajanja nadzora nad čezmejnim pošiljanjem odpadkov Delavnica: Kako ravnati z odpadki iz polimernih
Pravila za čezmejne pošiljke odpadkov s poudarkom na odpadkih, ki vsebujejo GFRP; izkušnje IRSOP iz izvajanja nadzora nad čezmejnim pošiljanjem odpadkov Delavnica: Kako ravnati z odpadki iz polimernih