UNIVERZA V LJUBLJANI Fakulteta za strojništvo Razvoj sistema za določevanje obrabe rezalnega orodja s kamero Diplomsko delo Visokošolskega strokovnega
|
|
|
- Justina Mlakar
- pred 5 leti
- Pregledov:
Transkripcija
1 UNIVERZA V LJUBLJANI Fakulteta za strojništvo Razvoj sistema za določevanje obrabe rezalnega orodja s kamero Diplomsko delo Visokošolskega strokovnega študijskega programa I. stopnje STROJNIŠTVO Marko Zec Ljubljana, februar 2019
2
3
4
5 UNIVERZA V LJUBLJANI Fakulteta za strojništvo Razvoj sistema za določevanje obrabe rezalnega orodja s kamero Diplomsko delo Visokošolskega strokovnega študijskega programa I. stopnje STROJNIŠTVO Marko Zec Mentor: izr. prof. dr. Franci Pušavec, univ. dipl. inž. Ljubljana, februar 2019
6
7
8
9 Zahvala Zahvaljujem se mentorju, izr. prof. dr. Franciju Pušavcu, za omogočeno opravljanje diplomskega dela v laboratoriju LABOD. Zahvala gre tudi asistentu, dr. Luki Čerčetu, za usmerjanje in pomoč pri nastajanju diplomske naloge, ter celotnemu osebju laboratorija LABOD in laboratorija LAZAK. Rad bi se zahvalil tudi staršema in bratu ter prijateljem, ki so mi stali ob strani, me podpirali, spodbujali in verjeli vame.. v
10 vi
11 Izjava vii
12 viii
13 Izvleček Tek. štev.: VS I/622 UDK : (043.2) Razvoj sistema za določevanje obrabe rezalnega orodja s kamero Marko Zec Ključne besede: odrezovanje obraba obraba orodja merjenje obrabe Labview kamera V diplomskem delu obravnavamo zelo pomembno področje odrezovanja. Pri procesih odrezovanja prihaja do obrabe orodij. Za doseganje visoke kakovosti končnih izdelkov in znižanje stroškov izdelave je potrebno spremljati obrabo orodja. V diplomskem delu je kratek pregled vzrokov in posledic nastanka obrabe orodja. S spremljanjem obrabe orodja lahko dosegamo visoke kakovosti izdelkov. Za določevanje obrabe orodja s klasičnim določevanjem je potrebno izpeti ploščico, s tem pa izgubimo pozicijske tolerance in čas, ko obdelovalni stroj ne obratuje. Zato smo se odločili razviti prototipni sistem za sprotno določevanje obrabe rezalnega orodja s kamero na obdelovalnem stroju. Prototipni sistem deluje na podlagi strojnega vida, kamera zajema sliko, nato se s pomočjo programske opreme Labview izvede analiza slike. Ta nam poda vrednosti obrabe orodja. Sistem smo testirali v laboratoriju LABOD in razbrali, da so rezultati meritve sistema v primerjavi s klasičnim merjenjem podobne z pogreškom na tretjem decimalnem mestu ter ugotovili, da sistem zanesljivo deluje. ix
14 x
15 Abstract No.: VS I/622 UDC : (043.2) Development of the system for determining the wear of the cutting tool with the camera Marko Zec Key words: cutting wear tool wear wear measurement Labview camera In the thesis we consider a very important field of cutting. In cutting processes it comes to tool wear. To achieve high quality finished products and to reduce production costs, tool wear must be monitored. In the thesis is a brief overview of the causes and consequences of wearing tools. By detecting tool wear we can achieve high quality products. To determine the wear of the tool with classical determination, it is necessary to remove the tool, thus losing the position tolerances and the time when the machine does not operate. Therefore, we decided to develop a prototype system for real-time determination of the wear of the cutting tool with the camera on the machine. The prototype system works on the principle of machine vision, the camera captures the picture, then an image analysis is performed using Labview software. Image analysis gives us the tool wear values. The system was tested in the laboratory of LABOD and found that the measurements of the system by comparing classical measurement are the same with a smaller deviation so we have found that the system works reliably. xi
16 xii
17
18 3.4. Cikli meritev klasike v primerjavi razvitim sistemom in stroškovna analiza Rezultati in diskusija merjenja obrabe rezalnega orodja z razvitim sistemom Zaključek Literatura xiv
19 Kazalo slik Slika 2.1 geometrija orodja in kinematika [1]... 4 Slika 2.2 prikaz klasične stružnice [4]... 4 Slika 2.3 prikaz obrabe rezalne in cepilne ploskve [2]... 5 Slika 2.4 pogled obrabe na prosti ploskvi [2]... 6 Slika 2.5 značilna področja obrabe orodja[3]... 7 Slika 2.6 veličine, ki definirajo obrabo na cepilni ploskvi [5]... 7 Slika 2.7 pogled na obrabo cepilne ploskve [2]... 8 Slika 2.8 prikaz različnih obrab [3]... 9 Slika 2.9 razvoj vzorcev obrabe orodja [2] Slika 2.10 odvisnost obstojnost orodja na komponentah tehnološkega sistema [5] Slika 2.11 Vpliv rezalnih parametrov na obstojnost orodja: rezalna hitrost (A), podajanje (B), globina reza (C) [2] Slika 2.12 tayler krivulja obstojnost orodja v log-log skali [2] Slika 2.13 merila obrabe in odpovedi orodja [5] Slika 2.14 prikaz optičnega mikroskopa Alicona [11] Slika 2.15 prikaz merilnega sistema [2] [13] Slika 2.16 prikaz uporabniškega okna v LabVIEW Slika 3.1 enostavni prikaz sistema [9] Slika 3.2 funkcionalni elementi kamere Slika 3.3 prikaz uporabniškega okna Slika 3.4 prikaz algoritma Slika 3.5 prikaz prvega procesa Slika 3.6 prikaz drugega procesa Slika 3.7 prikaz merjenja dolžine in višine obrabe Slika 3.8 potek prve analize Slika 3.9 prikaz uporabniškega okna ekstrakcije barvne ravnine Slika 3.10 prikaz obdelovalne funkcije: Strojni vid Slika 3.11 primer merjenja dolžine obrabe Slika 3.12 merjenje dolžine obrabe Slika 3.13 merjenje višine obrabe (VB max ) Slika 3.14 prikaz tretjega procesa Slika 3.15 prikaz analize oblike obrabe Slika 3.16 shranjevanje oblike obrabe Slika 3.17 oblika obrabe Slika 3.18 prikaz četrtega procesa Slika 3.19 analiza oblike obrabe Slika 3.20 izdelava koordinatnega sistema Slika 3.21 koordinatni sistem xv
20 Slika 3.22 prikaz binarne pretvorbe Slika 3.23 binarni prikaz robov Slika 3.24 uporaba maske Slika 3.25 merjenje višine obrabe po odsekih Slika 3.26 prikaz merjenja obrabe Slika 3.27 prikaz odboja svetlobe Slika 3.28 merjenje obrabe s svetlobo Slika 3.29 prikaz pomanklivosti analize Slika 3.30 prikaz druge rezalne ploščice Slika 3.31 CNC stružnica in stružen kos Slika 3.32 prikaz stružne ploščice in pripadajoče držalo Slika 3.33 prikaz zbiranja orodja iz priporočil Slika 3.34 prikaz sistema med testiranjem Slika 3.35 prikaz klasičnega merjenja obrabe Slika 3.36 prikaz etalona in kalibracije Slika 3.37 preverjanje kalibracije Slika 4.1 prikaz izvajanja meritev Slika 4.2 graf z rezultati meritev Slika 4.3 prikaz zajetih slik za analizo Slika 4.4 prikaz merjenja orodja Slika 4.5 analizirane slike za drugo orodje xvi
21 Kazalo preglednic Preglednica 3.1Tehnične specifikacije kamere Preglednica 3.2 cikel klasičnega merjenja Preglednica 3.3 Cikel merjenja z razvitim sistemom Preglednica 3.4 Stroški izdelave prototipa Preglednica 4.1 Rezalni parametri Preglednica 4.2 Rezultati testiranja Preglednica 4.3 Rezultati merjenja drugega orodja xvii
22 xviii
23 Seznam uporabljenih simbolov Oznaka Enota Pomen α ⁰ prosti kot β ⁰ kot klina γ ⁰ cepilni kot d mm premer ap mm globina reza vc m/min rezalna hitrost f mm/obr. podajanje ts min čas struženja VB mm povprečna širina obrabe VBmax mm maksimalna širina obrabe KT mm globina kraterja KM mm razdalja od rezalnega roba do sredine kraterja KF mm razdalja od rezalnega roba do začetka kraterja KT mm razdalja od rezalnega roba do konca kraterja n / število zaznanih robov xix
24 xx
25 Seznam uporabljenih okrajšav Okrajšava MRR CCD SEM 3D CNC Pomen volumen odrezanega materiala (ang. Matterial removal rate) svetlobno občutljivi detektor (ang. Charge-coupled device) vrstični elektronski mikroskop (ang. Scanning electron microscope) trirazsežnost (ang. Three-Dimensional) računalniško krmiljen obdelovalni stroj (ang. Computer numerically controlled) xxi
26 xxii
27 1. Uvod 1.1. Ozadje problema V današnji industriji se daje veliko poudarka na kakovost končnih izdelkov. Pri procesih odrezovanja prihaja do obrabe orodja, ki jo je za doseganje visoke kakovosti izdelkov in znižanje stroškov izdelave potrebno poznati. Problem nastane, ko želimo določiti obrabo orodja, saj moramo orodje izpeti, ga analizirati in določiti obrabo. Za hitro in enostavno nadzorovanje obrabe orodja s programom in kamero bomo zasnovali sistem, ki bo nadzoroval obrabo orodja in izpisal rezultat v programskem oknu. Vse bo uporabljeno na stroju Cilji Namen naloge je izdelati sistem za sprotno nadzorovanje obrabe orodja na stružnici. Izdelava sistema naj bo čim bolj enostavno zasnovana in čim cenejša, ker gre za enostavno aplikacijo na stroju za neindustrijske namene. Pomembno je, da se orodje pozicionira na določeno mesto, tam kamera zajame sliko in tako dobimo trenutno obrabo orodja. Skozi nalogo bomo testirali sistem z različnimi rezalnimi ploščicami. Pregledali bomo tudi sistem s klasičnim testiranjem obrabe ploščice in primerjali rezultate. Na koncu diplomskega dela pričakujemo delujoč sistem za sprotno preverjanje obrabe, ki bo razvit na Fakulteti za strojništvo, in sicer bo v uporabi v laboratoriju za odrezavanje LABOD. 1
28 Uvod 2
29
![Teoretične osnove Slika 2.1 geometrija orodja in kinematika [1] Osnovno kinematiko in geometrijo prikazuje Slika 2.1. Geometrijo opisujemo z grškimi črkami: z α označimo prosti kot, β kot klina, γ cepilni kot.](/docs-images/98/138028009/images/30-0.jpg "Kinematiko pa popisujejo naslednji znaki: parametri obdelovanca d, vrtilna hitrost obdelovanca n, rezalna hitrost vc, podajanje f, podajalna")
![hitrost vf in globina rezanja ap. Slika 2.2 prikaz klasične stružnice [4] Na Slika 2.](/docs-images/98/138028009/images/30-1.jpg "2 lahko vidimo klasično stružnico in glavne sestavne komponente, v splošnem strojništvu je ta še vedno najbolj uporabljena. 2.2. Obraba in")
![poškodbe orodja Zaradi trenja med orodjem in obdelovancem oziroma med orodjem in odrezkom je orodje med delom obremenjeno s silami [2].](/docs-images/98/138028009/images/30-2.jpg "Pri tem se razvija toplota, ki segreva tako orodje kot odrezek, v manjši meri pa tudi obdelovanec.")
30 Teoretične osnove Slika 2.1 geometrija orodja in kinematika [1] Osnovno kinematiko in geometrijo prikazuje Slika 2.1. Geometrijo opisujemo z grškimi črkami: z α označimo prosti kot, β kot klina, γ cepilni kot. Kinematiko pa popisujejo naslednji znaki: parametri obdelovanca d, vrtilna hitrost obdelovanca n, rezalna hitrost vc, podajanje f, podajalna hitrost vf in globina rezanja ap. Slika 2.2 prikaz klasične stružnice [4] Na Slika 2.2 lahko vidimo klasično stružnico in glavne sestavne komponente, v splošnem strojništvu je ta še vedno najbolj uporabljena Obraba in poškodbe orodja Zaradi trenja med orodjem in obdelovancem oziroma med orodjem in odrezkom je orodje med delom obremenjeno s silami [2]. Pri tem se razvija toplota, ki segreva tako orodje kot odrezek, v manjši meri pa tudi obdelovanec. Ker so vse kontaktne površine popolnoma čiste, 4

31 Teoretične osnove so kemično izredno aktivne, tako da proces odrezovanja spremljajo izjemno zapleteni procesi. Vse to povzroča obrabo orodja in zmanjšuje njegovo obstojnost. Slednjo lahko definiramo kot čas efektivnega dela orodja do obrabe, po katerem delo ni več smotrno. Odvisno je od več faktorjev, največji vpliv pa imata material orodja in obdelovanca ter rezalna hitrost. Glede na vzroke poznamo različne obrabe:: adhezijska obraba - privarjanje materiala obdelovanca na površino orodja, abrazivna obraba - zaradi delovanja trdih delčkov v materialu obdelovanca, difuzijska obraba - zaradi prehajanja atomov pri visoki temperaturi, korozivna obraba - oksidacija zaradi povišanih temperatur in krušenje rezalnega robu. Pri vseh naštetih obrabah orodje ne izgubi takoj rezalne sposobnosti. Obraba se le poveča do neke mere, ko nadaljnje delo ni več smotrno ali pa je celo nemogoče. Poleg tega lahko pride tudi do tako hudega loma, da je nadaljnje delo takoj onemogočeno [3]. Vzroka za popoln lom orodja sta lahko utrujenost materiala rezila ali prevelike notranje napetosti. Prevelike napetosti lahko povzroči prevelika obremenitev pri tvorbi odrezka ali močno segrevanje, ki mu sledi naglo ohlajevanje. Pri orodjih z določeno geometrijo se pojavlja obraba: na prosti ploskvi na cepilni ploskvi Slika 2.3 prikaz obrabe rezalne in cepilne ploskve [2] 5
32
33
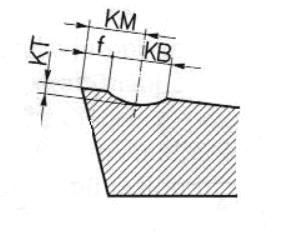
34 Teoretične osnove Kotanja nastane v začetku na razdalji f od rezalnega roba. Sredina kotanje je od roba odmaknjena za KM in se skoraj povsem ujema s točko, v kateri je temperatura orodja najvišja. Ko obraba napreduje, se širina kotanje KB veča, dokler kotanja ne doseže rezalnega roba. Navadno pride pri karbidnih trdinah nato kmalu do loma oslabljenega rezalnega roba zaradi mehanskih obremenitev. Pri hitroreznih orodjih pa zaradi koncentracije toplote pride do mehčanja in tako velike zaokrožitve, da orodje povsem odpove. Obrabo v obliki kotanje v novejšem času le redko upoštevamo kot kriterij za določanje obstojnosti orodja, ker na kakovost obdelane površine le malo vpliva [2]. Merjenje kotanje je smiselno samo, če je razmerje med globino in širino kotanje: KT/KM 0,4 mm V tem primeru naj bi dopuščali: KTmax = 1,0 do 1,5 mm Slika 2.7 pogled na obrabo cepilne ploskve [2] 8
35 Teoretične osnove Na Slika 2.8 lahko vidimo razne oblike obrabe pri procesu odrezovanja. Nekatere smo si že ogledali. Osnovni dve obrabi (1 in 2): obraba rezalne in cepilne ploskve, opazimo obrabljen rezalni rob in spremenjeno geometrijo ter kotanjo. Poznamo še nalepek (3), plastično deformacijo in zarezno obrabo (4). Termično pokanje (5) je posledica visokih temperatur in hitrega ohlajanja. Mehansko utrujanje (6) je posledica lomljenja orodja, tu so še odkrušeni robovi (7), lom orodja (8), ko del orodja odpade zaradi raznih faktorjev, ki so bili v procesu, in Nalepek na cepilni ploskvi (9). Slika 2.8 prikaz različnih obrab [3] 9
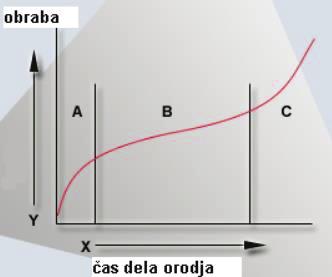
36 Teoretične osnove 2.3. Obstojnost rezalnega orodja Z napredovanjem obrabe orodja, površinske hrapavosti in dimenzijske natančnosti se obdelovalni del slabša, kar posledično povzroča spremembe in obrabljanje orodja. V praksi je najpomembnejše določiti rezalno orodje in rezalne parametre, saj so tej povezani z obstojnost orodja (T). Slednja je določeno obdobje, ki ustreza času za razvoj obrabne širine VBB 0,3 mm ali njegove maksimalne vrednosti VBBmax 0,6 mm. Tipična krivulja obrabe je na Slika 2.9, imenovana tudi krivulja naravne obrabe. Sestavljena je iz treh značilnih delov: začetno obdobje (I), najdaljše (progresivno) obdobje (II) in pospešeno obdobje obrabe (III), ki pogosto vodi do lomov orodja [3]. Slika 2.9 razvoj vzorcev obrabe orodja [2] Kot je prikazano na Slika 2.10, na obstojnost orodij vplivajo naključne količine, odvisne od številnih dejavnikov, ki so značilne za delovanje stroja, orodja in delovnega sistema. Vključene so tudi lastnosti orodja (material, geometrija, površinska celovitost in notranje napake), material obdelovanca (trdota, trdnost, kemična sestava itd.), parametri rezanja (rezalna hitrost in globina reza) [4], način rezanja in strojno orodje (predvsem dinamična togost in stanje vzdrževanja). Zato je nemogoče izpeljati univerzalno metodo za določevanje obstojnost orodja za vse te kvantitativne in kvalitativne spremenljivke. V praksi se moramo za določanje idealnega reznega režima osredotočiti na učinke rezalnih parametrov (Slika 2.1). 10





37 Viri sprememb obstojnost orodja Rezalno orodje - oblika - geometrija - material Obdelovanec -dimenzije - geometrija - material Strojno orodje - statična togost - dinamična togost Okolje - rezilna tekočina - način dobave - termične meje Postopek rezanja - kinematika - delovanje - pogoji rezanja trajnost orodja (T v min) Količinska življenjska doba orodja Hitrost obdelave (MRR v cm 3 / min)
38 Teoretične osnove Slika 2.12 tayler krivulja obstojnost orodja v log-log skali [2] Najpogostejša metoda za določevanje obstojost orodja je Taylorjeva enačba. Prava oblika uporablja angleške enote rezalnih parametrov in ima naslednjo obliko: v c T n = C t (2.1) Kjer je T obstojnost orodja, Ct je rezalna hitrost, ki omogoča minimalno obstojnost orodja, in n je eksponent, ki je odvisen predvsem od materiala orodja (0,1 0,17 za orodja HSS; 0,2 0,25 za nepremazana WC orodja; 0,3 za orodja za prevleke TiC in TiN; 0,4 za Al2O3 prevlečena WC orodja in 0,4 0,6 za trdna keramična orodja). Za linearno razmerje T-vc, prikazano na Slika 2.12, je Taylorjeva enačba spremenjena v sledečo: T = C T v c k (2.2) Kjer je CT konstanta za vrednost T pri vc = 1 m/min in k je negativen nagib ravne črte in enako po velikosti na inverzno eksponento n. Nagib k lahko določimo z naslednjim korakom: logt = logc T + klogv c (2.3) k = tgα = b a = logt 2 logt 1 logv c2 logv c1 (2.4) 12
39 Teoretične osnove Nekatere značilnosti orodja se spreminjajo med obdelovanjem zaradi različnih obrabnih oblik. Pri nizkih rezalnih hitrostih je večja verjetnost, da bo prišlo do stanja nakopičenja na robu. Z uporabo visoke rezalne hitrosti obstaja velika verjetnost, da bo orodje plastično deformirano. Na vmesnih položajih rezalne hitrosti, kjer naj bi bilo optimalno, pa lahko pride do več obrabnih posledic, kot prikazuje Slika Slika 2.13 merila obrabe in odpovedi orodja [5] 13

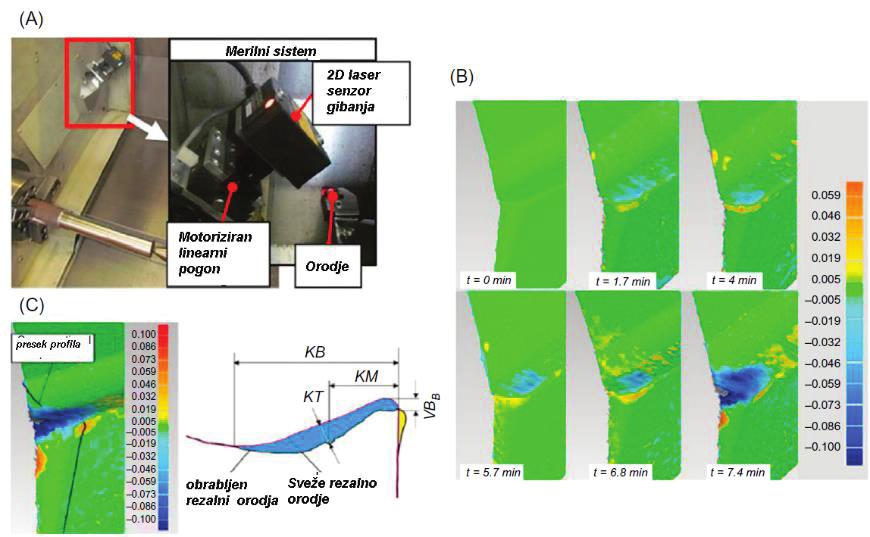
40 Teoretične osnove 2.4. Moderne metode zaznavanja in merjenja obrabe Moderni sistemi uporabljajo elektronske mikroskope, pogosto SEM ali okularni mikroskop z integrirano digitalno kamero, sistem računalniškega vida, surfcom inštrument za površinsko hrapavost in koordinatni merilni instrument za merjenje obrabe. Bolj napredne merilne tehnike z belo svetlobno interferometrijo ali konfokalno mikroskopijo pa se rabijo, ko potrebujemo mikro ali nano skalo. Za pregledovanje brazgotin zaradi obrabe se pogosto uporablja optična mikroskopija z majhno močjo, ki je mogoče s stereoskopskim in z orodjarskim mikroskopom. Pogosto uporabljena povečava mikroskopa je 30 do 50-kratna ali višje 100-kratna. Elektronski mikroskop SEM s povečavo v območju od nekaj sto do nekaj tisočkrat je pogosto uporabljen za dopolnitev makro pregledov. Topografski pregled SEM skeniranja ali profilo metrskega sledenja primerja globino obrabe s hrapavostjo površine. To je pomembno za ocenjevanje stanja začetne površine, pri tem moramo razlikovati med začetno in dolgotrajno obrabo. Slika 2.14 prikaz optičnega mikroskopa Alicona [11] 14
41

42 Teoretične osnove 2.5. LabVIEW LabVIEW ali Laboratory Virtual Instrument Engineering Workbench je sistemska platforma in razvojno okolje za vizualni programski jezik. LabVIEW se običajno uporablja za pridobivanje podatkov, nadzor instrumentov in industrijsko avtomatizacijo. Ta je produkt družbe National Instruments Corporation ali NI, ki je ameriška multinacionalna družba z mednarodnim poslovanjem. S sedežem v Austinu v Teksasu je proizvajalec avtomatizirane opreme za testiranje in virtualne programske opreme. Skupne aplikacije vključujejo pridobivanje podatkov, nadzor instrumentov in strojni vid. Slika 2.16 prikaz uporabniškega okna v LabVIEW NI je že več kot 40 let nazaj razvil visoko zmogljive avtomatizirane testne in avtomatske merilne sisteme, ki pomagajo rešiti inženirske izzive. Odprta, programsko definirana platforma uporablja modularno strojno opremo in razširjen ekosistem, ki pomaga pri uresničevanju in rešitvah izzivov. 16
43 3. Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja V tem poglavju bo predstavljen razvoj sistema. Pogledali si bomo uporabljeno opremo, razvoj algoritma za sprotno spremljanje obrabe orodja in testiranje algoritma. Ogledali si bomo tudi možne metode merjenja obrabe Predstavitev opreme sistema Sistem je zasnovan iz strojnega vida, ki ga predstavlja kamera, povezana z računalniško enoto. Analizo opravlja algoritem, razvit v programskem okolju LabView. Kompletu s kamero sta bila priložena še nosilec in V-blok, sami pa smo izdelali še dodatni nosilec za orodje. 17 Slika 3.1 enostavni prikaz sistema [9]
44

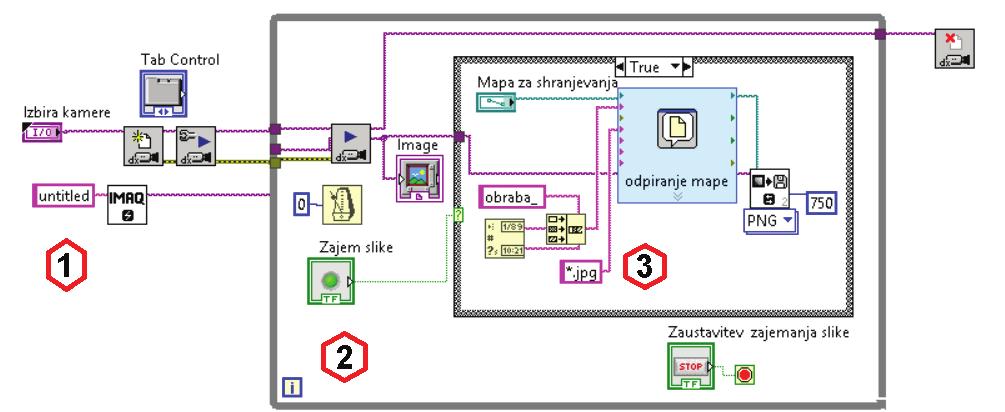
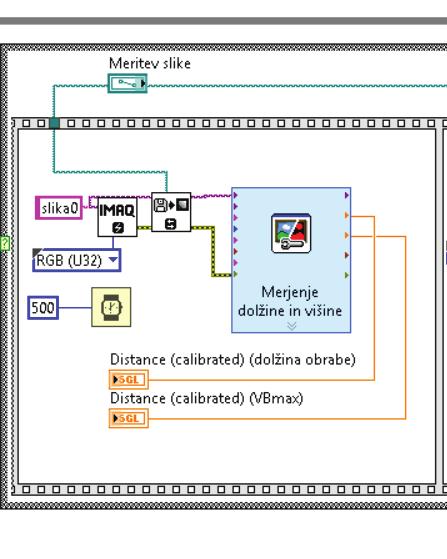
45 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.2 funkcionalni elementi kamere 3.2. Razvoj algoritma za določevanje obrabe rezalnega orodja Ogledali si bomo algoritem, ki smo ga izdelali za določevanje obrabe rezalnega orodja. Ta je sestavljen iz zajema slike in treh podprocesov, ki se izvajajo zaporedno. Postopek določevanja obrabe se začne z vstavljenem orodja v nosilec za orodje, ki je nastavljen na V- bloku, vse pa je nepremično pritrjeno na površino nosilca kamere. Kamera je vpeta v nosilec in povezana z računalnikom. V programu LabView odpremo program z algoritmom. Najprej moramo izbrati kamero, prek katere bomo zajemali sliko, možno je imeti tudi več kamer. Program je sestavljen iz dveh delov: zajem slike in meritve obrabe orodja. Sliko zajamemo z gumbom "zajem slike", to poimenujemo in shranimo. V zavihku "merjenje obrabe orodja" izberemo sliko, ki jo želimo analizirati, in uporabimo gumb "merjenje". Nato se nam izpišejo rezultati analize. Slika 3.3 prikaz uporabniškega okna Na Slika 3.4 je program za določevanje obrabe rezalnega orodja, kjer lahko vidimo štiri procese. Prvi je pod zavihkom "zajem slike", drugi je merjenje maksimalne obrabe (VBmax) in dolžine obrabe, tretji nam omogoča določevanje robov po obliki obrabe, četrti proces pa analizira sliko z obliko obrabe ter preračuna obrabo orodja (VB). V nadaljevanju si bomo podrobneje ogledali algoritem, posamezne ukaze in znake. 19

46 ""
47


48 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.7 prikazuje uporabniško okno Vision Assistant. Kot omenjeno, nam ta pomaga generirati kodo za analizo. Vidimo, da je razdeljeno na štiri uporabniška okna. Zgoraj levo imamo osnovno sliko, ki jo analiziramo, pod njo pa obdelovalne funkcije: slike, barve, sive skale, binarno, strojni vid in identifikacija. Spodnje podolgovato okno prikazuje zaporedje izvajanja analize. Izbrane obdelovalne funkcije si sledijo v zaporedju, v spodnjem oknu jih lahko zelo enostavno popravljamo. Največje okno nam kaže analizirano sliko z vsemi apliciranimi obdelavami. Slika 3.7 prikaz merjenja dolžine in višine obrabe Kot lahko vidim zaporedni potek analize slike merjenja dolžine in širine obrabe orodja. Najprej moramo odpreti slikovno datoteko, da lahko analiziramo sliko. Sledi kalibracija slike. LabView nam omogoča štiri različne načine. V našem primeru smo uporabili kalibriranje točkovne razdalje, kar pomeni, da z uporabo znane dimenzije na sliki določimo vrednost v pixlih, to pretvorimo v koordinate v realnem svetu z znano razdaljo. LabView nam omogoča tudi kalibriranje točkovne koordinate, popačen model in kamerin model. Slika 3.8 potek prve analize 22

. Slika 3.9 prikaz uporabniškega okna ekstrakcije barvne ravnine Črno belo sliko lahko zdaj analiziramo.")
49 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Pri analizi je treba sliko najprej spremeniti v črno belo, kar pomeni, da se naredi ekstrakcija barvne ravnine, tako dobimo samo eno barvno ravnino. LabView nam omogoča več različnih možnih ekstrakcij barvnih ravnin, najbolj uporabljene so osnovne barve (RGB: rdeča, zelena, modra), ter uporabo nasičenosti barve in svetlobe (HSL). Kot vidimo, smo uporabili rdečo barvno ravnino (Slika 3.9). Slika 3.9 prikaz uporabniškega okna ekstrakcije barvne ravnine Črno belo sliko lahko zdaj analiziramo. V prvem delu merimo dolžino in višino obrabe. V obdelovalnih funkcijah (Slika 3.10) imamo zavihek "strojni vid", kjer so razne funkcije merjenja, zaznavanja oblike in barve, zaznavanja robov in prekrivanja slik za analizo razlik. V našem primeru smo uporabili funkcijo "clamp" ali objemka, ki meri razdaljo med zaznanim prvim in zadnjim robom. Slika 3.10 prikaz obdelovalne funkcije: Strojni vid 23
50 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Na Slika 3.11 lahko vidimo, kako funkcija "Clamp" meri objekte na sliki. Sestavljena je iz štirih operacij. Zelen okvir označuje območje merjenja na sliki, modre vodoravne črte so odseki, na katerih se iščejo prvi in zadnji robovi. Tej so označeni kot rumene pikice na vodoravnih črtah. Algoritem jih zaznava kot največjo razliko v pixlih, kar pomeni največjo razliko med črno in belo barvo na vodoravni črti. Rdeči navpični črti označujeta merjeno razdaljo, ki jo funkcija zazna s prvim in z zadnjim robom med vsemi odseki. Slika 3.11 primer merjenja dolžine obrabe Sedaj si bomo na Slika 3.12 ogledali celotne nastavitve merjenja. Vse, kar smo omenili ob Slika 3.11, je možno optimizirati s pomočjo nastavitev iskanja robov in z gostoto odsekov to lahko vidimo na Slika 3.12 v rdečem okvirčku. Tam lahko nastavimo, kako naj funkcija izvaja merjenje s pomočjo "process". Merjenje dolžine ali višine se lahko izvaja tudi od znotraj navzven (primer merjenja cevi). V rdečem okvirju so še nastavitve za zaznavanje robov "edge strenght", s tem parametrom določamo občutljivost zaznavanja robov. Kar pomeni, da v primeru vrednosti 1 zazna takojšnjo minimalno spremembo, ob vrednosti 80 pa zaznava zelo velike spremembe črno bele barve. Parameter "smoothing" je glajenje slike, kar pomeni povprečno število pixlov za zaznavanje črno belega kontrasta, parameter "gap" pa pomeni minimalno število pixlov med odseki. 24
51 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.12 merjenje dolžine obrabe Zadnja meritev (Slika 3.13) je merjenje višine obrabe ali merjenje VBmax maksimalne obrabe orodja. Lahko vidimo, da je vse podobno kot pri merjenju dolžine obrabe, z razliko v nastavitvah "process", kjer merimo višino. Slika 3.13 merjenje višine obrabe (VB max ) 25
52

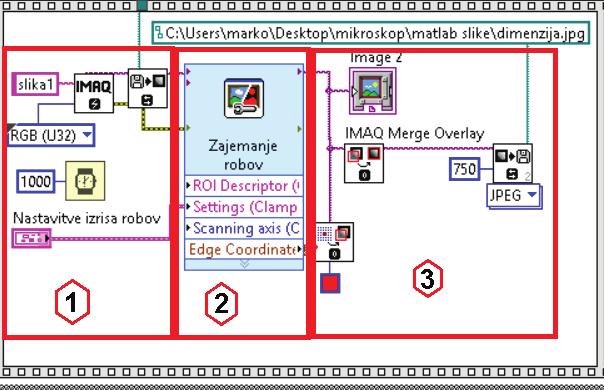
53 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.15 prikaz analize oblike obrabe Tretji pravokotnik je zelo pomemben, Slika 3.16 prikazuje zgradbo shranjevanja. Iz funkcije "Vision Assistant" imamo izhodno sliko, ki se nam prikaže na uporabniškem oknu programa in omogoča preverjanje zaznavanja robov. Slika 3.16 shranjevanje oblike obrabe 27

54 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Za namen shranjevanja oblike obrabe imamo funkcijo "Write file", katera shranjuje sliko. Težava nastane, ko želimo samo shraniti sliko, iz funkcije vision assistent pa dobimo osnovno sliko le z ekstrakcijo barve. Zato smo dodali dve funkciji: "Merage overlay" in "Overlay point". Overlay point nam omogoča, da dobimo le točke robov, zaznanih v analizi, nato pa jih z uporabo merage overlay prelepimo na izhodno sliko analize in tako dobimo sliko z obliko obrabe. To shranimo v določeno mapo z določenim imenom, kot vidimo v svetlo modrem pravokotniku. Vsaka shranjena slika povozi prejšnjo, kar pomeni, da ne shranjujemo vseh oblik, ampak le zadnjo analizirano. Slika 3.17 prikazuje shranjeno sliko tretjega procesa. Kot opazimo, so robovi zaznani po obliki obrabe. Dalje bo slika analizirana za določitev obrabe VB. Slika 3.17 oblika obrabe 28
55


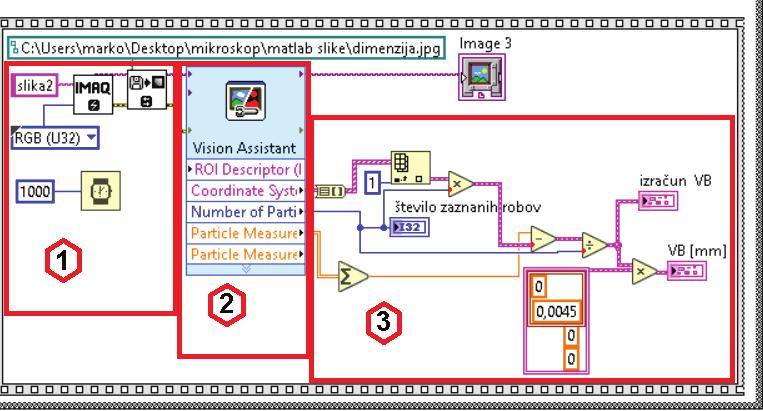
56 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.19 analiza oblike obrabe Kot pri vsaki analizi, imamo tudi tukaj na začetku osnovno sliko in ekstrakcijo barvne ravnine. V tem primeru ekstrakcijo zelene ravnine, saj so najdeni robovi obrabe rumene barve, z uporabo ekstrakcije zelene ravnine pa dobimo bele pike. V nadaljevanju bomo razložili, zakaj. Seveda ne smemo pozabiti na kalibracijo za doseganje mere v realnem svetu. Za izdelavo koordinatnega sistema smo uporabili funkcijo "Find straight edge" in "Set coordinate system". Slika 3.20 izdelava koordinatnega sistema 30
 na že omenjen način, sprememba pixla iz bele v črno barvo ali obratno.")
57 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja S pomočjo funkcije "Find straight edge" smo določili robove orodja. Ta deluje tako, da išče robove (edge) na že omenjen način, sprememba pixla iz bele v črno barvo ali obratno. Funkcija potegne rdečo črto, ki je povprečje vseh zaznanih robov in tako dobimo robove orodja. Nato lahko izdelamo nov koordinatni sistem s funkcijo "Set coordinate system". Na osnovi zaznanih robov orodja smo nastavili koordinatni sistem, tako da je ničla na špici orodja, nagnjenost koordinatnega sistema pa se prilagaja glede na nagnjenost vodoravnega roba orodja. Tako nimamo težav s pravokotnostjo orodja. Slika 3.21 koordinatni sistem Na Slika 3.22 lahko vidimo postopek binarne analize slike s pomočjo funkcije "Threshold", ki nam omogoča razpon sivine v slikovnih pikah. Funkcija nam pomaga iskati temne, svetle in sive objekte na sliki. V našem primeru smo iskali bele objekte, zato smo s pomočjo ekstrakcije barvne ravnine izbrali zeleno, da smo dobili bele pike. Določimo lahko tudi velikost zaznavnih objektov: ker vemo, da imamo majhne pike, smo nastavili najmanjše možne velikosti. Tako dobimo le naše zaznane robove. Te lahko vidimo na Slika 3.22, kjer so modro obarvani. Ob potrditvi funkcije dobimo črno sliko z robovi rdeče barve, kot prikazuje Slika Slika 3.22 prikaz binarne pretvorbe 31


58 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja V naslednjem koraku smo za boljše zaznavanje robov uporabili funkcijo "Advanced Morphological Operations", ki nam omogoča zapolnitev lukenj. V primeru, da je pika nepopolna, jo zapolni. Tako smo lažje analizirali in merili robove. Slika 3.23 binarni prikaz robov Predzadnji korak analize je postavitev maske. Uporabljena je bila funkcija "Mask setup". Ta nam omogoča prekrivanje objektov, ki niso pomembni. V našem primeru zaradi funkcije "Clamp" dobimo dva robova: prvega in zadnjega. Prvi je na zgornjem robu orodja ali na ničli koordinatnega sistema. Da zanemarimo možne napake zaznavanja robov pod ali nad ničlo, uporabimo masko. Na Slika 3.24 je to modra površina in vse znotraj nje bo zanemarjeno, torej bo zanemarjena ena rdeča pika. Slika 3.24 uporaba maske 32


59 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Zadnji korak izvedemo s funkcijo "Particle Analysis", ki nam omogoča analizo zaznanih objektov na sliki, kar pomeni analizo koordinat, površine, pozicije in ostalega. V našem primeru merimo pozicijo pik glede na koordinatni sistem po višini. Na Slika 3.25 vidimo zaznane objekte in oštevilčeno spodnjo razpredelnico, ki nam izpisuje razdaljo med koordinatnim sistemom in pikami. Slika 3.25 merjenje višine obrabe po odsekih Sedaj lahko določimo obrabo orodja VB. V tretji fazi je sestavljena spodnja formula, s katero izračunamo obrabo VB. n i=n n VB i (3.1) Slika 3.26 prikaz merjenja obrabe 33
60
 Slika 3.")
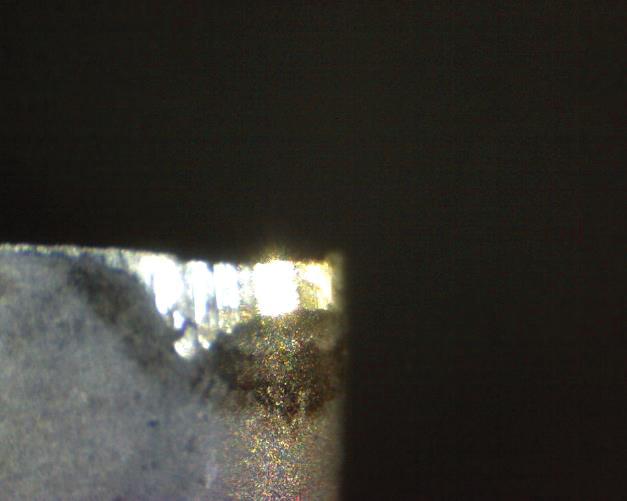
61 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Na Slika 3.28 lahko vidimo izdelan program. Levo okno prikazuje merjenje dolžine in višine obrabe, desno pa merjenje obrabe. Za določitev obrabe potrebujemo njeno površino in dolžino. Za izračun se uporablja spodnja formula: VB = površina obrabe dolžina obrabe (3.2) Slika 3.28 merjenje obrabe s svetlobo Način delovanja je zelo enostaven, vendar ima nekaj pomanjkljivosti in težav. Te nastopijo pri analizi in osvetlitvi, saj je vsaka obraba drugačne oblike in ima zato drugačno odbijanje svetlobe. Na Slika 3.29 vidimo zaznan odboj svetlobe obrabe, ki je obarvan z rdečo barvo. Rumeni črti predstavljata robova orodja, postavljeni sta za lažjo predstavo orodja in tudi obrabe. Na sliki sta še dve beli površini, ki predstavljata napako. Zaradi raznih poškodb ali drugih vzrokov lahko pride do zlomov ali nalepkov, kar privede do napake. Za natančnejše rezultate bi morali izdelati veliko težji algoritem, ki bi omejil opazovano območje in zapolnil možne lome orodja. 35


62 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.29 prikaz pomanklivosti analize Težave nastopijo tudi pri menjavi orodja, V našem primeru smo menjavali rezalno ploščico, ki ima prevleko, zaradi katere nastajajo težave. Pri obrabljanju te ploščice nastaja zažgana površina, ki nam je zelo otežila analizo. Prevleka je reflektivna in zaradi tega je zaznavanje obrabe zelo nenatančno. Slika 3.30 prikaz druge rezalne ploščice Zaradi tega smo se odločili za drugačen pristop k analizi in tako smo izdelali boljši program za zaznavanje obrabe. Primarno izdelan program nima težav z zaznavanjem oblike in ne z omejevanjem površine orodja. Rezultati analize so bolj natančni, zato smo izbrali ta pristop merjenja obrabe orodja. 36


63 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja 3.3. Testiranje razvitega sistema Sistem smo testirali, da bi preverili njegovo delovanje in natančnost merilnega sistema. Testiranje je bilo izvedeno na CNC stružnici. Stružili smo jekleno litino, izbrali smo tudi primerno orodje za struženje takega materiala. Po vsakem ciklu struženja smo izpeli orodje, nato merili na razvitem sistemu in s klasično metodo merjenja obrabe ter primerjali rezultate. Pozneje smo v delavnici še naključno izbrali obrabljeno stružno ploščico in izmerili obrabo. Na Slika 3.31 lahko vidimo CNC stružnice Mori Seiki SL 153, na kateri smo izvajali testiranje. Slika prikazuje tudi obdelovanec, ki smo ga uporabili za test. Slika 3.31 CNC stružnica in stružen kos Za orodje smo uporabili stružno ploščico SNMA Slika 3.33 nam prikazuje vrste orodja za različne materiale. Kot lahko vidimo, naše izbrano orodje spada v režim, ki ima lomilec M5 in kvaliteto TK2000. S tem orodjem se struži jeklene litine s srednjo grobo obdelavo. Slika 3.32 prikaz stružne ploščice in pripadajoče držalo 37


64 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.33 prikaz zbiranja orodja iz priporočil Testiranje je potekalo tako, da smo stroj, orodje, obdelovanec in CNC program pripravili za test. Najprej smo vpeli obdelovanec ter orodje in pripadajoče držalo. Nato smo s pomočjo priporočil izbrali rezalne parametre in spremenili CNC program za naš obdelovanec. Slika 3.34 prikaz sistema med testiranjem Vsak cikel smo merili čas, potreben za eno obdelavo, nato pa smo merili obrabo na prototipnem sistemu in tudi s klasično metodo. Rezultate smo analizirali in primerjali. 38


65 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Slika 3.35 prikaz klasičnega merjenja obrabe Pomembno je bilo kalibrirati in zagotoviti prave merjene vrednosti. Za klasično metodo kalibracija ni bila potrebna, saj je sistem že kalibriran in se ga uporablja v laboratoriju vsak dan. Izdelan sistem pa smo kalibrirali s pomočjo etalona. Ta je bil priložen mikroskopu, ki se v laboratoriju uporablja za klasično analizo. Slika 3.36 prikaz etalona in kalibracije 39

66 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Na Slika 3.36 je prikazan etalon, opremljen je s pikami z različnimi premeri. Za kalibracijo smo uporabili piko s premerom 0,6 mm. Slika 3.36 ponazarja tudi zajeto sliko, ki je bila uporabljena za kalibracijo. Slednjo smo preverili tako, da smo izmerili še premere drugih podanih pik. Slika 3.37 prikazuje merjeno piko, na etalonu piše premer 1,5 mm, izmerjena vrednost je bila 1,5 mm. Tako smo zagotovili zanesljivost merjenja. Slika 3.37 preverjanje kalibracije 40
67 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja 3.4. Cikli meritev klasike v primerjavi razvitim sistemom in stroškovna analiza Po izdelavi sistema za sprotno spremljanje obrabe rezalnega orodja ter testiranju tega smo naredili primerjavo merilnega cikla klasike ter sistema nato pa stroškovno analizo. Stroškovna analiza zajema celoten strošek izdelave sistema. Preglednica 3.2 cikel klasičnega merjenja Faze v ciklu merjenja Pozicioniranje orodja v ničelno točko stroja čas [s] 10 Izpetje orodja 30 Prenos orodja iz stroja do klasike 30 Pozicioniranje orodja na klasiki 15 Analiziranje slike 60 Prenos orodja iz klasike na stroj 30 Vpetje orodja na stroj 30 Pozicioniranje orodja 10 Celoten časa 215 Preglednica 3.3 Cikel merjenja z razvitim sistemom Faze v ciklu merjenja Pozicioniranje orodja v določeno točko merjenja čas [s] 10 Zajem slike 10 Analiza slike 20 Pozicioniranje orodja na delovno mesto 10 Celoten čas 50 Kod lahko vidimo s klasično metodo potrebujemo približno 3 minute in 35 sekund za izvest cikel meritve. Razvit sistem potrebuje približno le 50 sekund za en cikel. 41
68 Razvoj in testiranje sistema za sprotno določevanje obrabe rezalnega orodja Stroški zajemajo stroške izdelave sistema. To zajema kamero nosilec kamere ter pripomočke za analizo. V stroške nismo prišteli stroške programske opreme, ker končna cena bi bila prevelika. Programsko opremo smo pridobili s pomočjo licence fakultete. Iz Preglednica 3.4 lahko vidimo skupne stroške izdelave prototipnega sistema. Preglednica 3.4 Stroški izdelave prototipa Komponenta/storitev Strošek [ ] Digitalni mikroskop 78 Izdelava nosilca 15 Stojalo kamere 5 Material za 3D tiskanje 3 Cena ure stroja 5 Celotni stroški prototipa 106 Stroškovna primerjava razvitega sistema ter orodjarskega mikroskopa se razlikuje v tisoči tih evrih. Cena uporabljenega orodjarskega mikroskopa je 4000 razvit sistem pa le
69 4. Rezultati in diskusija merjenja obrabe rezalnega orodja z razvitim sistemom Testiranja smo se lotili tako, da smo izbrali obdelovanec, nato pa rezalno orodje, s katerim smo izvedli testiranje. Izbrali smo rezalne parametre, s katerimi smo obdelovali obdelovanec. Kamero smo povezali z računalnikom in zagnali programsko opremo. Rezalno ploščico smo vpeli v držalo, potem pa smo držalo vpeli na stroj. Prepričali smo se, ali je vse pravilno vpeto, preverili rezalne parametre in začeli obdelovati oziroma stružiti. Slika 4.1 prikaz izvajanja meritev 43
70 Razvoj in diskusija merjenja obrabe rezalnega orodja z razvitim sistemom Testiranje smo izvedli z rezalnimi parametri, podanimi v Preglednica 4.1. Med obdelovanjem smo merili čas obdelave, skupen čas znaša 17 minut in 46 sekund. Vsak končan obdelovalni cikel smo merili obrabo tako na razvitem sistemu kot na klasičnem sistemu. Preglednica 4.1 Rezalni parametri Oznaka parametra Vrednost vc [m/min] 200 ap [mm] 1,5 f [mm/obr.] 0,2 ts [min] 17,78 Med testiranjem smo merili obrabo orodja, da smo preverili zanesljivost programa in analize. V Preglednica 4.2 so podani rezultati meritev obrabe orodja. Preglednica 4.2 Rezultati testiranja / VB [mm] t [min] klasika sistem 1,03 0,0974 0, ,01 0,0991 0,101 4,8 0,107 0,105 7,13 0,1224 0,121 8,48 0,1227 0,12 9,66 0,123 0, ,06 0,1237 0,124 12,43 0,125 0,123 14,88 0,1258 0,126 17,78 0,1269 0,126 Na Slika 4.2 si lahko lepše ogledamo rezultate testiranja. Z modro barvo so označeni rezultati klasične analize obrabe, z rdečo barvo pa rezultati razvitega sistema. Ugotovimo lahko, da imajo rezultati majhna odstopanja na tretji decimalki. 44
![5D]YRM LQ GLVNXVLMD PHUMHQMD REUDEH UH]DOQHJD RURGMD ] UD]YLWLP VLVWHPRP 6OLND JUDI ] UH]XOWDWL PHULWHY 1D 6OLND ODKNR YLGLPR ]DMHWH VOLNH ]D DQDOL]R QD OHYL VWUDQL LPDPR NODVLþHQ QDþLQ QD](/docs-images/98/138028009/images/71-1.jpg "GHVQL SD UD]YLW VLVWHP 3ROHJ PDQMãLK RGVWRSDQM ODKNR RSD]LPR WXGL NDNRYRVW VOLN NL MH EROMãD SUL NODVLþQL DQDOL]L VDM MH UD]YLW VLVWHP QL]NR FHQRYQR VHVWDYOMHQ 6OLND SULND] ]DMHWLK VOLN ]D")
71 5D]YRM LQ GLVNXVLMD PHUMHQMD REUDEH UH]DOQHJD RURGMD ] UD]YLWLP VLVWHPRP 6OLND JUDI ] UH]XOWDWL PHULWHY 1D 6OLND ODKNR YLGLPR ]DMHWH VOLNH ]D DQDOL]R QD OHYL VWUDQL LPDPR NODVLþHQ QDþLQ QD GHVQL SD UD]YLW VLVWHP 3ROHJ PDQMãLK RGVWRSDQM ODKNR RSD]LPR WXGL NDNRYRVW VOLN NL MH EROMãD SUL NODVLþQL DQDOL]L VDM MH UD]YLW VLVWHP QL]NR FHQRYQR VHVWDYOMHQ 6OLND SULND] ]DMHWLK VOLN ]D DQDOL]R


72 Razvoj in diskusija merjenja obrabe rezalnega orodja z razvitim sistemom Odločili smo se, da bomo testirali program še z drugo stružno ploščico (Slika 4.4). Izbrali smo naključno najdeno orodje v laboratoriju in tako izvedli še en test. Na ta način smo preverili delovanje programa na drugačni ploščici in posledično tudi zanesljivost rezultatov analize. Slika 4.4 prikaz merjenja orodja Merjenje smo izvedli enako kot prej, merili smo s klasično analizo in z razvitim sistemom. V Preglednica 4.3 lahko vidimo rezultate merjenja in odstopanja, ki so majhna. Preglednica 4.3 Rezultati merjenja drugega orodja VB [mm] / klasika sistem 1 0,384 0, ,191 0, ,209 0, ,155 1,516 Slika 4.5 analizirane slike za drugo orodje 46
73 Razvoj in diskusija merjenja obrabe rezalnega orodja z razvitim sistemom Po opravljenih testih smo ugotovili, da je bilo z izbranimi rezalnimi parametri orodje malo obrabljeno in da prototipni sistem zanesljivo meri obrabo rezalnega orodja s sprejemljivim odstopanjem meritev enako kot pri prvi in drugi stružni ploščici. 47
74 48
75 5. Zaključek V diplomskem delu je predstavljena izdelava prototipnega sistema za določevanje obrabe rezalnega orodja s kamero pri obdelovalnem procesu struženja, ki pripomore pri kontroli obrabe orodja. Pri procesih odrezovanja prihaja do obrabe, ki jo je za doseganje visoke kakovosti končnih izdelkov in za znižanje stroškov izdelave treba poznati ter ob pravem času orodje tudi zamenjati. Z zaznavanjem obrabe orodja lahko dosegamo višjo kakovost izdelkov. Za ugotavljanje obrabe orodja s klasičnim določevanjem je treba izpeti ploščico, a tako izgubimo pozicijske tolerance in čas, ko obdelovalni stroj ne obratuje. Z zasnovanim sistemom pa bo moč zagotavljati periodični nadzor obrabe orodja in posredno odrezovalnega procesa. Poznamo klasično merjenje obrabe, s katerim s pomočjo mikroskopa in računalnika ročno merim obrabo. Vsak posameznik vidi (zaznava) obrabo nekoliko drugače, saj pri klasičnem merjenju moramo ročno označevati točke, razdalje ter površino, ki želimo meriti. Zato obstajajo sistemi, ki z določenim algoritmom zaznavajo obrabo z enakimi parametri in pod enakimi pogoji analizirajo obrabo s pomočjo strojnega vida ter meritve niso odvisne od posameznega merilca temveč od točno določenega algoritma. V ta namen smo razvili sistem za določevanje obrabe rezalnega orodja. Zgrajen je iz USB kamere Veho, model VMS-001, računalnika in programske opreme LabView. V programskem okolju LabView smo sistem sprogramirali tako, da določimo, s katero kamero se želimo povezati, saj jih imamo lahko na stroju nameščenih več. Nato z aktivacijskim gumbom zajamemo sliko, v programskem oknu izberemo zajeto sliko, stisnemo aktivacijski gumb in na zaslonu se nam izpišejo rezultati analize (dolžina, maksimalna obraba in obraba VB orodja). Tako lahko določamo obrabo rezalnega orodja in zagotavljamo kakovost končnega izdelka. Razviti sistem smo sestavili ter preverili njegovo delovanje in zanesljivost. Na Fakulteti za strojništvo v laboratoriju LABOD smo izvedli testiranje na obdelovalnem stroju. Ugotovili smo, da sistem stabilno deluje, rezultati meritev so pokazali le manjša odstopanja, ki so sprejemljiva. Sistem smo testirali še z naključno stružno ploščico, najdeno v laboratoriju, rezultati pa so bili podobni, prisotno je bilo manjše odstopanje rezultatov. Tako smo ugotovili, da je možno meriti obrabo tudi na drugačnih stružnih ploščicah. 49
76 Zaključek Predlogi za nadaljnje delo V nadaljevanju bi bilo treba uporabljeno programsko okolje Labview dodatno nadgraditi z močnejšim algoritmom za zagotavljanje boljšega zaznavanja obrabe. Vse v programu uporabljene parametre bi morali dodatno preveriti in pridobiti optimalne parametre za analizo. Za enostavnejšo uporabo bi bilo sistem možno nadgraditi z avtomatskim zaznavanjem orodja na poziciji tako, da bi operater stroja poslal orodje na pozicijo in tako bi brez interakcije s programom dobil rezultate analize obrabe. 50
77 6. Literatura [1] J. Kopač: Odrezavanje: teoretične osnove in tehnološki napotki. Littera picta, Ljubljana, [2] W. Grzesik: Advanced machining processes of metallic materials: Theory, Modelling and Applications. Elsevier Netherland 2017, str [3] J. Paulo Davim: Machining: fundamentals and recent advances. Springer-Verlag London 2008, str [4] H. Muren: Odrezavanje in odnašanje. Fakulteta za strojništvo. Ljubljana, [5] W. Grzesik: Fundamentals of Machining of Metallic Materials, WNT, Warsaw, [6] National instruments. Dostopno na: [7] T. Mikołczyk, K. Nowicki: Predicting tool life in turning operations using neural networks and image processing. Dostopno na: [8] M. Castejo n, E. Alegre, J. Barreiro: On-line tool wear monitoring using geometric descriptions from digital images. Dostopno na: [9] D. A. Fadare: Development and application of a machine vision system for measurment of tool wear. Dostopno na: _of_a_machine_vision_system_for_measurement_of_tool_wear [10] J. Kopač: Obraba orodij pri odrezovanju z velikimi hitrostmi. Strojniški vestnik Dostopno na: [11] Alicona. Dostopno na: [12] T. Hamler: Analiza sodobnih postopkov odrezovanja. Diplomsko delo, Maribor, [13] L. Čeprče, F. Pušavec, J. Kopač: A new approach to spatial tool wear analysis and monitoring. Strojniški vestnik, Dostopno na: [14] National instruments Labview support. Dostopno na: 51
78 Literatura [15] A. Otieno, P. Chandhana: Imaging and wear analysis of Micro-tools using machine vision. Dostopno na: [16] A. mrozinski, A. Klodowski, T. Mikolajezyk: Camera-based automatic system for tool measurements and recognition. Dostopno na: [17] A. O. Oni: Development of a machine vision system for measurment of tool wear and surface roughness. University of Ibadan, Nigeria
79
Microsoft Word - CNC obdelava kazalo vsebine.doc
 ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo mesto, april 2008 Ime in priimek študenta ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo
ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo mesto, april 2008 Ime in priimek študenta ŠOLSKI CENTER NOVO MESTO VIŠJA STROKOVNA ŠOLA STROJNIŠTVO DIPLOMSKA NALOGA Novo
7. VAJA A. ENAČBA ZBIRALNE LEČE
 7. VAJA A. ENAČBA ZBIRALNE LEČE 1. UVOD Enačbo leče dobimo navadno s pomočjo geometrijskih konstrukcij. V našem primeru bomo do te enačbe prišli eksperimentalno, z merjenjem razdalj a in b. 2. NALOGA Izračunaj
7. VAJA A. ENAČBA ZBIRALNE LEČE 1. UVOD Enačbo leče dobimo navadno s pomočjo geometrijskih konstrukcij. V našem primeru bomo do te enačbe prišli eksperimentalno, z merjenjem razdalj a in b. 2. NALOGA Izračunaj
1 Tekmovanje gradbenih tehnikov v izdelavi mostu iz špagetov 1.1 Ekipa Ekipa sestoji iz treh članov, ki jih mentor po predhodni izbiri prijavi na tekm
 1 Tekmovanje gradbenih tehnikov v izdelavi mostu iz špagetov 1.1 Ekipa Ekipa sestoji iz treh članov, ki jih mentor po predhodni izbiri prijavi na tekmovanje. Končni izdelek mora biti produkt lastnega dela
1 Tekmovanje gradbenih tehnikov v izdelavi mostu iz špagetov 1.1 Ekipa Ekipa sestoji iz treh članov, ki jih mentor po predhodni izbiri prijavi na tekmovanje. Končni izdelek mora biti produkt lastnega dela
Microsoft Word - Pravila - AJKTM 2016.docx
 PRAVILA ALI JE KAJ TRDEN MOST 2016 3. maj 5. maj 2016 10. 4. 2016 Maribor, Slovenija 1 Osnove o tekmovanju 1.1 Ekipa Ekipa sestoji iz treh članov, ki so se po predhodnem postopku prijavili na tekmovanje
PRAVILA ALI JE KAJ TRDEN MOST 2016 3. maj 5. maj 2016 10. 4. 2016 Maribor, Slovenija 1 Osnove o tekmovanju 1.1 Ekipa Ekipa sestoji iz treh članov, ki so se po predhodnem postopku prijavili na tekmovanje
Slide 1
 Projektno vodenje PREDAVANJE 7 doc. dr. M. Zajc matej.zajc@fe.uni-lj.si Projektno vodenje z orodjem Excel Predstavitev Najbolj razširjeno orodje za delo s preglednicami Dva sklopa funkcij: Obdelava številk
Projektno vodenje PREDAVANJE 7 doc. dr. M. Zajc matej.zajc@fe.uni-lj.si Projektno vodenje z orodjem Excel Predstavitev Najbolj razširjeno orodje za delo s preglednicami Dva sklopa funkcij: Obdelava številk
NEVTRIN d.o.o. Podjetje za razvoj elektronike, Podgorje 42a, 1241 Kamnik, Slovenia Telefon: Faks.: in
 NEVTRIN d.o.o. Podjetje za razvoj elektronike, Podgorje 42a, 1241 Kamnik, Slovenia Telefon: +386 1 729 6 460 Faks.: +386 1 729 6 466 www.nevtrin.si info@elektrina.si USB RFID READER Navodila za uporabo?
NEVTRIN d.o.o. Podjetje za razvoj elektronike, Podgorje 42a, 1241 Kamnik, Slovenia Telefon: +386 1 729 6 460 Faks.: +386 1 729 6 466 www.nevtrin.si info@elektrina.si USB RFID READER Navodila za uporabo?
10108-Bench-mark-brochure-6pg.indd
 Unikatna konstrukcija mostu Kompaktna izvedba O podjetju Perceptron: Temperaturna kompenzacija stroja in merjenca (opcijsko) X in Y osi na isti stopnji za povečano togost Perceptron (NASDAQ: PRCP) zagotavlja
Unikatna konstrukcija mostu Kompaktna izvedba O podjetju Perceptron: Temperaturna kompenzacija stroja in merjenca (opcijsko) X in Y osi na isti stopnji za povečano togost Perceptron (NASDAQ: PRCP) zagotavlja
LABORATORIJSKE VAJE IZ FIZIKE
 UVOD LABORATORIJSKE VAJE IZ FIZIKE V tem šolskem letu ste se odločili za fiziko kot izbirni predmet. Laboratorijske vaje boste opravljali med poukom od začetka oktobra do konca aprila. Zunanji kandidati
UVOD LABORATORIJSKE VAJE IZ FIZIKE V tem šolskem letu ste se odločili za fiziko kot izbirni predmet. Laboratorijske vaje boste opravljali med poukom od začetka oktobra do konca aprila. Zunanji kandidati
MERJENJE GORIŠČNE RAZDALJE LEČE
 MERJENJE GORIŠČNE RAZDALJE LEČE 1. UVOD: V tej vaji je bilo potrebno narediti pet nalog, povezanih z lečami. 2. NALOGA: -Na priloženih listih POTREBŠČINE: -Na priloženih listih A. Enačba zbiralne leče
MERJENJE GORIŠČNE RAZDALJE LEČE 1. UVOD: V tej vaji je bilo potrebno narediti pet nalog, povezanih z lečami. 2. NALOGA: -Na priloženih listih POTREBŠČINE: -Na priloženih listih A. Enačba zbiralne leče
Microsoft Word - PREDMETNIK_1_2_3_2015.doc
 PREDMETNIK 1. letnik Organizirano študijsko delo IŠDŠ VP OŠD Zap. Predmet zimski poletni Št. P V P V PD IŠ PRVI LETNIK 1. Matematična fizika NV 30 45 75 / 135 210 7 2. Osnove tehnologij TV 30 45 75 / 93
PREDMETNIK 1. letnik Organizirano študijsko delo IŠDŠ VP OŠD Zap. Predmet zimski poletni Št. P V P V PD IŠ PRVI LETNIK 1. Matematična fizika NV 30 45 75 / 135 210 7 2. Osnove tehnologij TV 30 45 75 / 93
BYOB Žogica v vesolju Besedilo naloge Glavna ideja igre je paziti, da žoga ne pade na tla igralne površine, pri tem pa zbrati čim več točk. Podobno ig
 BYOB Žogica v vesolju Besedilo naloge Glavna ideja igre je paziti, da žoga ne pade na tla igralne površe, pri tem pa zbrati čim več točk. Podobno igro najdemo tudi v knjigi Scratch (Lajovic, 2011), vendar
BYOB Žogica v vesolju Besedilo naloge Glavna ideja igre je paziti, da žoga ne pade na tla igralne površe, pri tem pa zbrati čim več točk. Podobno igro najdemo tudi v knjigi Scratch (Lajovic, 2011), vendar
IR termometer testo 830 testo 830 hiter, za brezkontaktno merjenje površinske temperature Merjenje z laserskim pointerjem za natančno merjenje tudi na
 IR termometer testo 830 testo 830 hiter, za brezkontaktno merjenje površinske temperature Merjenje z laserskim pointerjem za natančno merjenje tudi na večjih razdaljah Hitro shranjevanje odčitkov (2 odčitka
IR termometer testo 830 testo 830 hiter, za brezkontaktno merjenje površinske temperature Merjenje z laserskim pointerjem za natančno merjenje tudi na večjih razdaljah Hitro shranjevanje odčitkov (2 odčitka
SLO - NAVODILO ZA UPORABO IN MONTAŽO Št
 SLO - NAVODILA ZA UPORABO IN MONTAŽO Kat. št.: 58 86 58 www.conrad.si NAVODILA ZA UPORABO Spajkalna postaja digitalna 80 W Ersa i- CON pico +150 do +450 C Kataloška št.: 58 86 58 Kazalo 1. Dodatki. 2 2.
SLO - NAVODILA ZA UPORABO IN MONTAŽO Kat. št.: 58 86 58 www.conrad.si NAVODILA ZA UPORABO Spajkalna postaja digitalna 80 W Ersa i- CON pico +150 do +450 C Kataloška št.: 58 86 58 Kazalo 1. Dodatki. 2 2.
Microsoft Word - microtronic1.06
 Konfekcioniranje kablov Konfekcioniranje kablov je ena izmed glavnih dejavnosti s katero se ukvarja podjetje Microtronic. Večletne izkušnje na področju konfekcioniranja, tehnično znanje in primerna orodja,
Konfekcioniranje kablov Konfekcioniranje kablov je ena izmed glavnih dejavnosti s katero se ukvarja podjetje Microtronic. Večletne izkušnje na področju konfekcioniranja, tehnično znanje in primerna orodja,
Avtomatizirano modeliranje pri celostnem upravljanju z vodnimi viri
 Univerza v Ljubljani Fakulteta za gradbeništvo in geodezijo 36. Goljevščkov spominski dan Modeliranje kroženja vode in spiranja hranil v porečju reke Pesnice Mateja Škerjanec 1 Tjaša Kanduč 2 David Kocman
Univerza v Ljubljani Fakulteta za gradbeništvo in geodezijo 36. Goljevščkov spominski dan Modeliranje kroženja vode in spiranja hranil v porečju reke Pesnice Mateja Škerjanec 1 Tjaša Kanduč 2 David Kocman
2012 DoALL_Utility Line brochure_SLO.indd
 6 20 7 2 V T C AL UID OL OLL 2 Avtomatske NC- in pol-avtomatsko tračnežage UTILITYLINE Sprednji vpenjalni primež Transporter odrezkov Delovna luč Podajalni sistem 19 Dodatni paketni primeži Pištola za
6 20 7 2 V T C AL UID OL OLL 2 Avtomatske NC- in pol-avtomatsko tračnežage UTILITYLINE Sprednji vpenjalni primež Transporter odrezkov Delovna luč Podajalni sistem 19 Dodatni paketni primeži Pištola za
Vaja 2 Virtualizacija fizičnih strežnikov in virtualni PC A. Strežnik Vmware ESX Namestitev strežnika VMware ESX 3.5 na fizični strežnik 2. Nas
 Vaja 2 Virtualizacija fizičnih strežnikov in virtualni PC A. Strežnik Vmware ESX 3.5 1. Namestitev strežnika VMware ESX 3.5 na fizični strežnik 2. Nastavitve strežnika ESX 3. Namestitev in nastavitve VM
Vaja 2 Virtualizacija fizičnih strežnikov in virtualni PC A. Strežnik Vmware ESX 3.5 1. Namestitev strežnika VMware ESX 3.5 na fizični strežnik 2. Nastavitve strežnika ESX 3. Namestitev in nastavitve VM
Poskusi s kondenzatorji
 Poskusi s kondenzatorji Samo Lasič, Fakulteta za Matematiko in Fiziko, Oddelek za fiziko, Ljubljana Povzetek Opisani so nekateri poskusi s kondenzatorji, ki smo jih izvedli z merilnim vmesnikom LabPro.
Poskusi s kondenzatorji Samo Lasič, Fakulteta za Matematiko in Fiziko, Oddelek za fiziko, Ljubljana Povzetek Opisani so nekateri poskusi s kondenzatorji, ki smo jih izvedli z merilnim vmesnikom LabPro.
1 EKSPERIMENTALNI DEL 1.1 Tkanina Pri pranju smo uporabili pet tkanin, od katerih je bila ena bela bombažna tkanina (B), preostale tkanine (E101, E111
, preostale tkanine (E101, E111") 1 EKSPERIMENTALNI DEL 1.1 Tkanina Pri pranju smo uporabili pet tkanin, od katerih je bila ena bela bombažna tkanina (B), preostale (E101, E111, E114 in E160) pa so bile zamazane z različnimi umazanijami
1 EKSPERIMENTALNI DEL 1.1 Tkanina Pri pranju smo uporabili pet tkanin, od katerih je bila ena bela bombažna tkanina (B), preostale (E101, E111, E114 in E160) pa so bile zamazane z različnimi umazanijami
(Microsoft Word - U\350enje telegrafije po Kochovi metodi.doc)
") MORSE UČENJE PO KOCHOVI METODI Računalniški program za učenje skupaj z nekaterimi dodatnimi datotekami dobite na spletni strani avtorja: http://www.g4fon.net/. Zanimive strani so tudi: - http://www.qsl.net/n1irz/finley.morse.html
MORSE UČENJE PO KOCHOVI METODI Računalniški program za učenje skupaj z nekaterimi dodatnimi datotekami dobite na spletni strani avtorja: http://www.g4fon.net/. Zanimive strani so tudi: - http://www.qsl.net/n1irz/finley.morse.html
2
 Drsni ležaj Strojni elementi 1 Predloga za vaje Pripravila: doc. dr. Domen Šruga as. dr. Ivan Okorn Ljubljana, 2016 STROJNI ELEMENTI.1. 1 Kazalo 1. Definicija naloge... 3 1.1 Eksperimentalni del vaje...
Drsni ležaj Strojni elementi 1 Predloga za vaje Pripravila: doc. dr. Domen Šruga as. dr. Ivan Okorn Ljubljana, 2016 STROJNI ELEMENTI.1. 1 Kazalo 1. Definicija naloge... 3 1.1 Eksperimentalni del vaje...
Microsoft Word - CelotniPraktikum_2011_verZaTisk.doc
 Elektrotehniški praktikum Sila v elektrostatičnem polju Namen vaje Našli bomo podobnost med poljem mirujočih nabojev in poljem mas, ter kakšen vpliv ima relativna vlažnost zraka na hitrost razelektritve
Elektrotehniški praktikum Sila v elektrostatičnem polju Namen vaje Našli bomo podobnost med poljem mirujočih nabojev in poljem mas, ter kakšen vpliv ima relativna vlažnost zraka na hitrost razelektritve
ŠTEVCI PROMETA IN NJIHOVA UPORABA ZA NAMENE STATISTIK ČRT GRAHONJA
 ŠTEVCI PROMETA IN NJIHOVA UPORABA ZA NAMENE STATISTIK ČRT GRAHONJA Navdih Poizvedovanje po BD podatkovnih virih, ki imajo časovno dimenzijo in so dostopni. Večji promet pomeni večje število dobrin in močnejšo
ŠTEVCI PROMETA IN NJIHOVA UPORABA ZA NAMENE STATISTIK ČRT GRAHONJA Navdih Poizvedovanje po BD podatkovnih virih, ki imajo časovno dimenzijo in so dostopni. Večji promet pomeni večje število dobrin in močnejšo
resitve.dvi
 FAKULTETA ZA STROJNISTVO Matematika Pisni izpit. junij 22 Ime in priimek Vpisna st Navodila Pazljivo preberite besedilo naloge, preden se lotite resevanja. Veljale bodo samo resitve na papirju, kjer so
FAKULTETA ZA STROJNISTVO Matematika Pisni izpit. junij 22 Ime in priimek Vpisna st Navodila Pazljivo preberite besedilo naloge, preden se lotite resevanja. Veljale bodo samo resitve na papirju, kjer so
Microsoft Word - A-3-Dezelak-SLO.doc
 20. posvetovanje "KOMUNALNA ENERGETIKA / POWER ENGINEERING", Maribor, 2011 1 ANALIZA OBRATOVANJA HIDROELEKTRARNE S ŠKOLJČNIM DIAGRAMOM Klemen DEŽELAK POVZETEK V prispevku je predstavljena možnost izvedbe
20. posvetovanje "KOMUNALNA ENERGETIKA / POWER ENGINEERING", Maribor, 2011 1 ANALIZA OBRATOVANJA HIDROELEKTRARNE S ŠKOLJČNIM DIAGRAMOM Klemen DEŽELAK POVZETEK V prispevku je predstavljena možnost izvedbe
Poročilo projekta : Učinkovita raba energije Primerjava klasične sončne elektrarne z sončno elektrarno ki sledi soncu. Cilj projekta: Cilj našega proj
 Poročilo projekta : Učinkovita raba energije Primerjava klasične sončne elektrarne z sončno elektrarno ki sledi soncu. Cilj projekta: Cilj našega projekta je bil izdelati učilo napravo za prikaz delovanja
Poročilo projekta : Učinkovita raba energije Primerjava klasične sončne elektrarne z sončno elektrarno ki sledi soncu. Cilj projekta: Cilj našega projekta je bil izdelati učilo napravo za prikaz delovanja
Navodila za pripravo oglasov na strani Med.Over.Net v 2.2 Statistično najboljši odziv uporabnikov je na oglase, ki hitro in neposredno prenesejo osnov
 Navodila za pripravo oglasov na strani Med.Over.Net v 2.2 Statistično najboljši odziv uporabnikov je na oglase, ki hitro in neposredno prenesejo osnovno sporočilo. Izogibajte se daljših besedil in predolgih
Navodila za pripravo oglasov na strani Med.Over.Net v 2.2 Statistično najboljši odziv uporabnikov je na oglase, ki hitro in neposredno prenesejo osnovno sporočilo. Izogibajte se daljših besedil in predolgih
10. Meritev šumnega števila ojačevalnika Vsako radijsko zvezo načrtujemo za zahtevano razmerje signal/šum. Šum ima vsaj dva izvora: naravni šum T A, k
 10. Meritev šumnega števila ojačevalnika Vsako radijsko zvezo načrtujemo za zahtevano razmerje signal/šum. Šum ima vsaj dva izvora: naravni šum T A, ki ga sprejme antena in dodatni šum T S radijskega sprejemnika.
10. Meritev šumnega števila ojačevalnika Vsako radijsko zvezo načrtujemo za zahtevano razmerje signal/šum. Šum ima vsaj dva izvora: naravni šum T A, ki ga sprejme antena in dodatni šum T S radijskega sprejemnika.
Uradni list RS - 12(71)/2005, Mednarodne pogodbe
/2005, Mednarodne pogodbe") PRILOGA 3 Osnovne značilnosti, ki se sporočajo za usklajevanje 1. Zgradba podatkovne zbirke Podatkovno zbirko sestavljajo zapisi, ločeni po znakovnih parih "pomik na začetek vrstice pomik v novo vrstico"
PRILOGA 3 Osnovne značilnosti, ki se sporočajo za usklajevanje 1. Zgradba podatkovne zbirke Podatkovno zbirko sestavljajo zapisi, ločeni po znakovnih parih "pomik na začetek vrstice pomik v novo vrstico"
Microsoft Word - CNR-BTU3_Bluetooth_vmesnik
 CNR-BTU3 Bluetooth vmesnik A. Vsebina pakiranja Bluetooth USB Adapter Bluetooth programska oprema in CD z gonilniki Navodila za uporabo in CD 1. Namestitev Bluetooth programske opreme za Windowse 1. Vstavite
CNR-BTU3 Bluetooth vmesnik A. Vsebina pakiranja Bluetooth USB Adapter Bluetooth programska oprema in CD z gonilniki Navodila za uporabo in CD 1. Namestitev Bluetooth programske opreme za Windowse 1. Vstavite
Navodila za uporabo Mini prenosna HD kamera s snemalnikom
 Navodila za uporabo Mini prenosna HD kamera s snemalnikom www.spyshop.eu Izdelku so priložena navodila v angleščini, ki poleg teksta prikazujejo tudi slikovni prikaz sestave in delovanja izdelka. Lastnosti
Navodila za uporabo Mini prenosna HD kamera s snemalnikom www.spyshop.eu Izdelku so priložena navodila v angleščini, ki poleg teksta prikazujejo tudi slikovni prikaz sestave in delovanja izdelka. Lastnosti
Poročilo za 1. del seminarske naloge- igrica Kača Opis igrice Kača (Snake) je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefo
 je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefo") Poročilo za 1. del seminarske naloge- igrica Kača Opis igrice Kača (Snake) je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefonih. Obstaja precej različic, sam pa sem sestavil meni
Poročilo za 1. del seminarske naloge- igrica Kača Opis igrice Kača (Snake) je klasična igrica, pogosto prednaložena na malce starejših mobilnih telefonih. Obstaja precej različic, sam pa sem sestavil meni
RAM stroj Nataša Naglič 4. junij RAM RAM - random access machine Bralno pisalni, eno akumulatorski računalnik. Sestavljajo ga bralni in pisalni
 RAM stroj Nataša Naglič 4. junij 2009 1 RAM RAM - random access machine Bralno pisalni, eno akumulatorski računalnik. Sestavljajo ga bralni in pisalni trak, pomnilnik ter program. Bralni trak- zaporedje
RAM stroj Nataša Naglič 4. junij 2009 1 RAM RAM - random access machine Bralno pisalni, eno akumulatorski računalnik. Sestavljajo ga bralni in pisalni trak, pomnilnik ter program. Bralni trak- zaporedje
ANALITIČNA GEOMETRIJA V RAVNINI
 3. Analitična geometrija v ravnini Osnovna ideja analitične geometrije je v tem, da vaskemu geometrijskemu objektu (točki, premici,...) pridružimo števila oz koordinate, ki ta objekt popolnoma popisujejo.
3. Analitična geometrija v ravnini Osnovna ideja analitične geometrije je v tem, da vaskemu geometrijskemu objektu (točki, premici,...) pridružimo števila oz koordinate, ki ta objekt popolnoma popisujejo.
Navodila za programsko opremo FeriX Namestitev na trdi disk Avtor navodil: Martin Terbuc Datum: December 2007 Center odprte kode Slovenije Spletna str
 Navodila za programsko opremo FeriX Namestitev na trdi disk Avtor navodil: Martin Terbuc Datum: December 2007 Center odprte kode Slovenije Spletna stran: http://www.coks.si/ Elektronski naslov: podpora@coks.si
Navodila za programsko opremo FeriX Namestitev na trdi disk Avtor navodil: Martin Terbuc Datum: December 2007 Center odprte kode Slovenije Spletna stran: http://www.coks.si/ Elektronski naslov: podpora@coks.si
Microsoft Word - ABB Robotski sistem za varjene osnove kontejnerja ASM-13.doc
 Posvet AVTOMATIZACIJA STREGE IN MONTAŽE 2013 Ljubljana, 4.december 2013 ABB ROBOTSKI SISTEM ZA VARJENJE OSNOVE KONTEJNERJA, Robert LOGAR POVZETEK Robotski sistemi se pogosteje uporabljajo za izdelavo izdelkov
Posvet AVTOMATIZACIJA STREGE IN MONTAŽE 2013 Ljubljana, 4.december 2013 ABB ROBOTSKI SISTEM ZA VARJENJE OSNOVE KONTEJNERJA, Robert LOGAR POVZETEK Robotski sistemi se pogosteje uporabljajo za izdelavo izdelkov
Matematika 2
 Matematika 2 Gregor Dolinar Fakulteta za elektrotehniko Univerza v Ljubljani 23. april 2014 Soda in liha Fourierjeva vrsta Opomba Pri razvoju sode periodične funkcije f v Fourierjevo vrsto v razvoju nastopajo
Matematika 2 Gregor Dolinar Fakulteta za elektrotehniko Univerza v Ljubljani 23. april 2014 Soda in liha Fourierjeva vrsta Opomba Pri razvoju sode periodične funkcije f v Fourierjevo vrsto v razvoju nastopajo
Optimizacija z roji delcev - Seminarska naloga pri predmetu Izbrana poglavja iz optimizacije
 Univerza v Ljubljani Fakulteta za matematiko in fiziko Seminarska naloga pri predmetu Izbrana poglavja iz optimizacije 2. junij 2011 Koncept PSO Motivacija: vedenje organizmov v naravi Ideja: koordinirano
Univerza v Ljubljani Fakulteta za matematiko in fiziko Seminarska naloga pri predmetu Izbrana poglavja iz optimizacije 2. junij 2011 Koncept PSO Motivacija: vedenje organizmov v naravi Ideja: koordinirano
PowerPointova predstavitev
 Dostopnost elektronskih virov za slepe, slabovidne in druge osebe z motnjami branja Kristina Janc ZSSML - 27. Seja TIFLO sekcije 22.3.2012 Možnost izkoriščanja elektronskih virov za slepe, slabovidne in
Dostopnost elektronskih virov za slepe, slabovidne in druge osebe z motnjami branja Kristina Janc ZSSML - 27. Seja TIFLO sekcije 22.3.2012 Možnost izkoriščanja elektronskih virov za slepe, slabovidne in
Uradni list Republike Slovenije Št. 17 / / Stran 2557 Verzija: v1.0 Datum: Priloga 1: Manevri in tolerance zadovoljive izurjeno
 Uradni list Republike Slovenije Št. 17 / 10. 4. 2017 / Stran 2557 Verzija: v1.0 Datum: 26.07.2016 Priloga 1: Manevri in tolerance zadovoljive izurjenosti V nadaljevanju je opisan programa leta in s tem
Uradni list Republike Slovenije Št. 17 / 10. 4. 2017 / Stran 2557 Verzija: v1.0 Datum: 26.07.2016 Priloga 1: Manevri in tolerance zadovoljive izurjenosti V nadaljevanju je opisan programa leta in s tem
innbox_f60_navodila.indd
 Osnovna navodila Komunikacijski prehod Innbox F60 SFP AC Varnostna opozorila Pri uporabi opreme upoštevajte naslednja opozorila in varnostne ukrepe. Da bi v največji meri izkoristili najnovejšo tehnologijo
Osnovna navodila Komunikacijski prehod Innbox F60 SFP AC Varnostna opozorila Pri uporabi opreme upoštevajte naslednja opozorila in varnostne ukrepe. Da bi v največji meri izkoristili najnovejšo tehnologijo
Microsoft Word - Analiza rezultatov NPZ matematika 2018.docx
 Analiza dosežkov pri predmetu matematika za NPZ 28 6. razred NPZ matematika 28 Dosežek šole Povprečno število točk v % Državno povprečje Povprečno število točk v % Odstopanje v % 49,55 52,52 2,97 Povprečni
Analiza dosežkov pri predmetu matematika za NPZ 28 6. razred NPZ matematika 28 Dosežek šole Povprečno število točk v % Državno povprečje Povprečno število točk v % Odstopanje v % 49,55 52,52 2,97 Povprečni
CODEKS IP KAMERA
 CODEKS IP KAMERA uporabniška navodila Vse pravice pridržane. Noben del uporabniških navodil se ne sme reproducirati v kakršnikoli obliki ali na kakršen koli način - grafični, elektronski ali mehanski,
CODEKS IP KAMERA uporabniška navodila Vse pravice pridržane. Noben del uporabniških navodil se ne sme reproducirati v kakršnikoli obliki ali na kakršen koli način - grafični, elektronski ali mehanski,
ISOFT , računalniški inženiring
 ISOFT, računalniški inženiring Marko Kastelic s.p. Sad 2, 1296 Šentvid pri stični Spletna stran podjetja:http://www.isoft.si podjetja ISOFT Spletna stran sistema sledenja vozil track.si: http://www.track.si
ISOFT, računalniški inženiring Marko Kastelic s.p. Sad 2, 1296 Šentvid pri stični Spletna stran podjetja:http://www.isoft.si podjetja ISOFT Spletna stran sistema sledenja vozil track.si: http://www.track.si
Osnove matematicne analize 2018/19
 Osnove matematične analize 2018/19 Neža Mramor Kosta Fakulteta za računalništvo in informatiko Univerza v Ljubljani Funkcija je predpis, ki vsakemu elementu x iz definicijskega območja D f R priredi natanko
Osnove matematične analize 2018/19 Neža Mramor Kosta Fakulteta za računalništvo in informatiko Univerza v Ljubljani Funkcija je predpis, ki vsakemu elementu x iz definicijskega območja D f R priredi natanko
Microsoft PowerPoint - UN_OM_G03_Marketinsko_raziskovanje
 .: 1 od 10 :. Vaja 3: MARKETINŠKO KO RAZISKOVANJE Marketinško ko raziskovanje Kritičen del marketinškega informacijskega sistema. Proces zagotavljanja informacij potrebnih za poslovno odločanje. Relevantne,
.: 1 od 10 :. Vaja 3: MARKETINŠKO KO RAZISKOVANJE Marketinško ko raziskovanje Kritičen del marketinškega informacijskega sistema. Proces zagotavljanja informacij potrebnih za poslovno odločanje. Relevantne,
Microsoft Word - avd_vaje_ars1_1.doc
 ARS I Avditorne vaje Pri nekem programu je potrebno izvršiti N=1620 ukazov. Pogostost in trajanje posameznih vrst ukazov računalnika sta naslednja: Vrsta ukaza Štev. urinih period Pogostost Prenosi podatkov
ARS I Avditorne vaje Pri nekem programu je potrebno izvršiti N=1620 ukazov. Pogostost in trajanje posameznih vrst ukazov računalnika sta naslednja: Vrsta ukaza Štev. urinih period Pogostost Prenosi podatkov
Prirocnik2.indd
 Priročnik celostne grafi čne podobe podjetja Kemofarmacija d.d. Uvod Pravilna in dosledna uporaba podobe blagovne znamke je zelo pomembna, saj je le-ta najpomembnejši element vizualne komunikacije. Ob
Priročnik celostne grafi čne podobe podjetja Kemofarmacija d.d. Uvod Pravilna in dosledna uporaba podobe blagovne znamke je zelo pomembna, saj je le-ta najpomembnejši element vizualne komunikacije. Ob
VAJE RID 1 (4), program PTI, šol
, program PTI, šol") VAJE INFORMATIKA, program PTI šol. leto 08/09 Za vsako vajo izdelajte kratka navodila oz. katere ukaze ste uporabili za izdelavo dokumenta. Vsak dokument stiskajte in ga vsatvite v delovno mapo. Pred izpitom
VAJE INFORMATIKA, program PTI šol. leto 08/09 Za vsako vajo izdelajte kratka navodila oz. katere ukaze ste uporabili za izdelavo dokumenta. Vsak dokument stiskajte in ga vsatvite v delovno mapo. Pred izpitom
Analiza vpliva materiala, maziva in aktuatorja na dinamiko pnevmatičnega ventila
 Programsko orodje LabVIEW za kreiranje, zajem in obdelavo signalov (statične in dinamične karakteristike hidravličnih proporcionalnih ventilov) Marko Šimic Telefon: +386 1 4771 727 e-mail: marko.simic@fs.uni-lj.si
Programsko orodje LabVIEW za kreiranje, zajem in obdelavo signalov (statične in dinamične karakteristike hidravličnih proporcionalnih ventilov) Marko Šimic Telefon: +386 1 4771 727 e-mail: marko.simic@fs.uni-lj.si
Microsoft Word - M doc
 Državni izpitni center *M11145113* INFORMATIKA SPOMLADANSKI IZPITNI ROK NAVODILA ZA OCENJEVANJE Petek, 10. junij 2011 SPLOŠNA MATURA RIC 2011 2 M111-451-1-3 IZPITNA POLA 1 1. b 2. a 3. Pojem se povezuje
Državni izpitni center *M11145113* INFORMATIKA SPOMLADANSKI IZPITNI ROK NAVODILA ZA OCENJEVANJE Petek, 10. junij 2011 SPLOŠNA MATURA RIC 2011 2 M111-451-1-3 IZPITNA POLA 1 1. b 2. a 3. Pojem se povezuje
Poročilo o opravljenem delu pri praktičnem pouku fizike: MERJENJE S KLJUNASTIM MERILOM Ime in priimek: Mitja Kočevar Razred: 1. f Učitelj: Otmar Uranj
 Poročilo o opravljenem delu pri praktičnem pouku fizike: MERJENJE S KLJUNASTIM MERILOM Ime in priimek: Mitja Kočevar Razred: 1. f Učitelj: Otmar Uranjek, prof. fizike Datum izvedbe vaje: 11. 11. 2005 Uvod
Poročilo o opravljenem delu pri praktičnem pouku fizike: MERJENJE S KLJUNASTIM MERILOM Ime in priimek: Mitja Kočevar Razred: 1. f Učitelj: Otmar Uranjek, prof. fizike Datum izvedbe vaje: 11. 11. 2005 Uvod
Overview
 SMETARSKA VOZILA ROS ROCA Olympus nadgradnja na dvoosnem vozilu Olympus nadgradnja na triosnem vozilu Olympus Nova zasnova smetarskega vozila od Januarja 2010 Opravljen trpežnosti test je ekvivalenten
SMETARSKA VOZILA ROS ROCA Olympus nadgradnja na dvoosnem vozilu Olympus nadgradnja na triosnem vozilu Olympus Nova zasnova smetarskega vozila od Januarja 2010 Opravljen trpežnosti test je ekvivalenten
PowerPoint Presentation
 Lasersko obarvanje kovin Motivacija: Z laserskim obsevanjem je možno spremeniti tudi barvo kovinskih površin, kar odpira povsem nove možnosti označevanja in dekoracije najrazličnejših sestavnih delov in
Lasersko obarvanje kovin Motivacija: Z laserskim obsevanjem je možno spremeniti tudi barvo kovinskih površin, kar odpira povsem nove možnosti označevanja in dekoracije najrazličnejših sestavnih delov in
6.1 Uvod 6 Igra Chomp Marko Repše, Chomp je nepristranska igra dveh igralcev s popolno informacijo na dvo (ali vec) dimenzionalnem prostoru
 dimenzionalnem prostoru") 6.1 Uvod 6 Igra Chomp Marko Repše, 30.03.2009 Chomp je nepristranska igra dveh igralcev s popolno informacijo na dvo (ali vec) dimenzionalnem prostoru in na končni ali neskončni čokoladi. Igralca si izmenjujeta
6.1 Uvod 6 Igra Chomp Marko Repše, 30.03.2009 Chomp je nepristranska igra dveh igralcev s popolno informacijo na dvo (ali vec) dimenzionalnem prostoru in na končni ali neskončni čokoladi. Igralca si izmenjujeta
rm.dvi
 1 2 3 4 5 6 7 Ime, priimek Razred 14. DRŽAVNO TEKMOVANJE V RAZVEDRILNI MATEMATIKI NALOGE ZA PETI IN ŠESTI RAZRED OSNOVNE ŠOLE Čas reševanja nalog: 90 minut Točkovanje 1., 2., in 7. naloge je opisano v
1 2 3 4 5 6 7 Ime, priimek Razred 14. DRŽAVNO TEKMOVANJE V RAZVEDRILNI MATEMATIKI NALOGE ZA PETI IN ŠESTI RAZRED OSNOVNE ŠOLE Čas reševanja nalog: 90 minut Točkovanje 1., 2., in 7. naloge je opisano v
PKP projekt SMART WaterNet_Opis
 PKP projekt SMART WaterNet Po kreativni poti do znanja (PKP) opis programa Program Po kreativni poti do znanja omogoča povezovanje visokošolskih zavodov s trgom dela in tako daje možnost študentom za pridobitev
PKP projekt SMART WaterNet Po kreativni poti do znanja (PKP) opis programa Program Po kreativni poti do znanja omogoča povezovanje visokošolskih zavodov s trgom dela in tako daje možnost študentom za pridobitev
FIZIKA IN ARHITEKTURA SKOZI NAŠA UŠESA
 FIZIKA IN ARHITEKTURA SKOZI NAŠA UŠESA SE SPOMNITE SREDNJEŠOLSKE FIZIKE IN BIOLOGIJE? Saša Galonja univ. dipl. inž. arh. ZAPS marec, april 2012 Vsebina Kaj je zvok? Kako slišimo? Arhitekturna akustika
FIZIKA IN ARHITEKTURA SKOZI NAŠA UŠESA SE SPOMNITE SREDNJEŠOLSKE FIZIKE IN BIOLOGIJE? Saša Galonja univ. dipl. inž. arh. ZAPS marec, april 2012 Vsebina Kaj je zvok? Kako slišimo? Arhitekturna akustika
Microsoft PowerPoint - Prevod SIOEN prezentacije
 ZAŠČITA NA PODLAGI INOVACIJ Kratek pregled fasadnih oblog iz tekstilnih materialov Obrazložitev razlike med fasadnimi materiali in različnimi fasadnimi sistemi: Razlikujemo med sistemi oblog in prezračevanimi
ZAŠČITA NA PODLAGI INOVACIJ Kratek pregled fasadnih oblog iz tekstilnih materialov Obrazložitev razlike med fasadnimi materiali in različnimi fasadnimi sistemi: Razlikujemo med sistemi oblog in prezračevanimi
NAVODILA AVTORJEM PRISPEVKOV
 Predmetna komisija za nižji izobrazbeni standard matematika Opisi dosežkov učencev 6. razreda na nacionalnem preverjanju znanja Slika: Porazdelitev točk pri matematiki (NIS), 6. razred 1 ZELENO OBMOČJE
Predmetna komisija za nižji izobrazbeni standard matematika Opisi dosežkov učencev 6. razreda na nacionalnem preverjanju znanja Slika: Porazdelitev točk pri matematiki (NIS), 6. razred 1 ZELENO OBMOČJE
11 Barvni izvlečki-HELENA TGP06
 Študijsko leto 2006/07 TISKARSKI POSTOPKI 1 predavateljica: doc. dr. Tadeja Muck asistentka: dr. Helena Gabrijelčič BARVNI IZVLEČKI www.europapier.at Grafične in interaktivne komunikacije 1. letnik http://www.vermillion-inc.com
Študijsko leto 2006/07 TISKARSKI POSTOPKI 1 predavateljica: doc. dr. Tadeja Muck asistentka: dr. Helena Gabrijelčič BARVNI IZVLEČKI www.europapier.at Grafične in interaktivne komunikacije 1. letnik http://www.vermillion-inc.com
Microsoft Word - Astronomija-Projekt19fin
 Univerza v Ljubljani Fakulteta za matematiko in fiziko Jure Hribar, Rok Capuder Radialna odvisnost površinske svetlosti za eliptične galaksije Projektna naloga pri predmetu astronomija Ljubljana, april
Univerza v Ljubljani Fakulteta za matematiko in fiziko Jure Hribar, Rok Capuder Radialna odvisnost površinske svetlosti za eliptične galaksije Projektna naloga pri predmetu astronomija Ljubljana, april
Napotki za izbiro gibljivih verig Stegne 25, 1000 Ljubljana, tel: , fax:
 Napotki za izbiro gibljivih verig Postopek za izbiro verige Vrsta gibanja Izračun teže instalacij Izbira verige glede na težo Hod verige Dolžina verige Radij verige Hitrost in pospešek gibanja Instalacije
Napotki za izbiro gibljivih verig Postopek za izbiro verige Vrsta gibanja Izračun teže instalacij Izbira verige glede na težo Hod verige Dolžina verige Radij verige Hitrost in pospešek gibanja Instalacije
untitled
 BREMENSKE JEKLENE VRVI kakovostnega razreda 5, izdelani po EN 131 v izvedbi z 1, 2, 3 ali stremeni NAVODILO ZA UPORABO Ta navodila naj pazljivo preberejo vsi uporabniki. Olajšala vam bodo delo s stroji
BREMENSKE JEKLENE VRVI kakovostnega razreda 5, izdelani po EN 131 v izvedbi z 1, 2, 3 ali stremeni NAVODILO ZA UPORABO Ta navodila naj pazljivo preberejo vsi uporabniki. Olajšala vam bodo delo s stroji
Univerza v Ljubljani FAKULTETA ZA RAČUNALNIŠTVO IN INFORMATIKO Tržaška c. 25, 1000 Ljubljana Realizacija n-bitnega polnega seštevalnika z uporabo kvan
 Univerza v Ljubljani FAKULTETA ZA RAČUNALNIŠTVO IN INFORMATIKO Tržaška c. 25, 1000 Ljubljana Realizacija n-bitnega polnega seštevalnika z uporabo kvantnih celičnih avtomatov SEMINARSKA NALOGA Univerzitetna
Univerza v Ljubljani FAKULTETA ZA RAČUNALNIŠTVO IN INFORMATIKO Tržaška c. 25, 1000 Ljubljana Realizacija n-bitnega polnega seštevalnika z uporabo kvantnih celičnih avtomatov SEMINARSKA NALOGA Univerzitetna
Požarna odpornost konstrukcij
 Požarna obtežba in razvoj požara v požarnem sektorju Tomaž Hozjan e-mail: tomaz.hozjan@fgg.uni-lj.si soba: 503 Postopek požarnega projektiranja konstrukcij (SIST EN 1992-1-2 Izbira za projektiranje merodajnih
Požarna obtežba in razvoj požara v požarnem sektorju Tomaž Hozjan e-mail: tomaz.hozjan@fgg.uni-lj.si soba: 503 Postopek požarnega projektiranja konstrukcij (SIST EN 1992-1-2 Izbira za projektiranje merodajnih
Microsoft PowerPoint - DPN_II__05__Zanesljivost.ppt [Compatibility Mode]
![Microsoft PowerPoint - DPN_II__05__Zanesljivost.ppt [Compatibility Mode]](/thumbs/100/145609579.jpg "Microsoft PowerPoint - DPN_II__05__Zanesljivost.ppt [Compatibility Mode]") Univerza v Ljubljani - Fakulteta za kemijo in kemijsko tehnologijo KATEDRA ZA TEHNIŠKO VARNOST Delovne naprave in priprave II Boris Jerman Prioriteta pri izboru načinov varovanja: a) vgrajena varnost;
Univerza v Ljubljani - Fakulteta za kemijo in kemijsko tehnologijo KATEDRA ZA TEHNIŠKO VARNOST Delovne naprave in priprave II Boris Jerman Prioriteta pri izboru načinov varovanja: a) vgrajena varnost;
Upravljanje sistema COBISS Navodila za uporabo tiskalnika CITIZEN S310II V1.0 VIF-NA-27-SI
 Navodila za uporabo tiskalnika CITIZEN S310II V1.0 VIF-NA-27-SI IZUM, 2015 COBISS, COMARC, COBIB, COLIB, IZUM so zaščitene znamke v lasti javnega zavoda IZUM. KAZALO VSEBINE 1 Uvod... 1 2 Uporaba tiskalnika...
Navodila za uporabo tiskalnika CITIZEN S310II V1.0 VIF-NA-27-SI IZUM, 2015 COBISS, COMARC, COBIB, COLIB, IZUM so zaščitene znamke v lasti javnega zavoda IZUM. KAZALO VSEBINE 1 Uvod... 1 2 Uporaba tiskalnika...
PowerPointova predstavitev
 Načrtujemo, razvijamo in izdelamo elektroniko po meri naročnika Svetujemo pri izbiri komponent, optimiziramo stroškovnike in proizvodni proces. Ključne kompetence Razvoj elektronike (hardware) Vgrajeni
Načrtujemo, razvijamo in izdelamo elektroniko po meri naročnika Svetujemo pri izbiri komponent, optimiziramo stroškovnike in proizvodni proces. Ključne kompetence Razvoj elektronike (hardware) Vgrajeni
Microsoft Word - PR18-HoceZrak-letno2018.docx
 DAT: DANTE/NL/COZ/MB/212A/PR18-HoceZrak-letno2018.docx POROČILO O MERITVAH DELCEV PM10 V OBČINI HOČE-SLIVNICA V LETU 2018 Maribor, marec 2019 Naslov: Izvajalec: Nacionalni laboratorij za zdravje, okolje
DAT: DANTE/NL/COZ/MB/212A/PR18-HoceZrak-letno2018.docx POROČILO O MERITVAH DELCEV PM10 V OBČINI HOČE-SLIVNICA V LETU 2018 Maribor, marec 2019 Naslov: Izvajalec: Nacionalni laboratorij za zdravje, okolje
Microsoft Word - ELEKTROTEHNIKA2_ junij 2013_pola1 in 2
 Šifra kandidata: Srednja elektro šola in tehniška gimnazija ELEKTROTEHNIKA PISNA IZPITNA POLA 1 12. junij 2013 Čas pisanja 40 minut Dovoljeno dodatno gradivo in pripomočki: Kandidat prinese nalivno pero
Šifra kandidata: Srednja elektro šola in tehniška gimnazija ELEKTROTEHNIKA PISNA IZPITNA POLA 1 12. junij 2013 Čas pisanja 40 minut Dovoljeno dodatno gradivo in pripomočki: Kandidat prinese nalivno pero
Navodila Trgovina iCenter
 Napredovanja v plačne razrede javnih uslužbencev 2019 S pomočjo SAOP programa Kadrovska evidenca lahko ob dokupljeni kodi vodimo napredovanja javnih uslužbencev. Za napredovanja v letu 2019 je potrebno
Napredovanja v plačne razrede javnih uslužbencev 2019 S pomočjo SAOP programa Kadrovska evidenca lahko ob dokupljeni kodi vodimo napredovanja javnih uslužbencev. Za napredovanja v letu 2019 je potrebno
NAVODILA ZA UPORABO K01-WIFI Hvala, ker ste se odločili za nakup našega izdelka. Pred uporabo enote skrbno preberite ta Navodila za uporabo in jih shr
 NAVODILA ZA UPORABO Hvala, ker ste se odločili za nakup našega izdelka. Pred uporabo enote skrbno preberite ta in jih shranite za prihodnjo rabo Vsebina 1. Pregled 2. Sistem 3. Prednosti 4. Upravljanje
NAVODILA ZA UPORABO Hvala, ker ste se odločili za nakup našega izdelka. Pred uporabo enote skrbno preberite ta in jih shranite za prihodnjo rabo Vsebina 1. Pregled 2. Sistem 3. Prednosti 4. Upravljanje
Datum objave: :54 VPRAŠANJE Spoštovani, prosimo za informacijo - sklop 1, Laboratorijska oprema, digestorij, ali je potrebno ponuditi tud
 Datum objave: 25.09.2017 10:54 prosimo za informacijo - sklop 1, Laboratorijska oprema, digestorij, ali je potrebno ponuditi tudi poddigestorijske omarice in kakšne, za kakšen namen shranjevanja? Hvala,
Datum objave: 25.09.2017 10:54 prosimo za informacijo - sklop 1, Laboratorijska oprema, digestorij, ali je potrebno ponuditi tudi poddigestorijske omarice in kakšne, za kakšen namen shranjevanja? Hvala,
Slide 1
 INTERAKTIVNA MULTIMEDIJA P4 in P5 doc. dr. Matej Zajc Pregled P4 Pregled P3: 4 pristopi k načrtovanju interaktivnosti PACT P4: PACT Nadaljevanje Prototipiranje Izbrani zakoni interaktivnosti People Ljudje
INTERAKTIVNA MULTIMEDIJA P4 in P5 doc. dr. Matej Zajc Pregled P4 Pregled P3: 4 pristopi k načrtovanju interaktivnosti PACT P4: PACT Nadaljevanje Prototipiranje Izbrani zakoni interaktivnosti People Ljudje
Vrste
 Matematika 1 17. - 24. november 2009 Funkcija, ki ni algebraična, se imenuje transcendentna funkcija. Podrobneje si bomo ogledali naslednje transcendentne funkcije: eksponentno, logaritemsko, kotne, ciklometrične,
Matematika 1 17. - 24. november 2009 Funkcija, ki ni algebraična, se imenuje transcendentna funkcija. Podrobneje si bomo ogledali naslednje transcendentne funkcije: eksponentno, logaritemsko, kotne, ciklometrične,
Microsoft PowerPoint - Objekti_gradnja.ppt
 Naredimo razred Katera so stanja/lastnosti Kaj hočemo o objektih te vrste vedeti Kakšne lastnosti imajo Katere so metode Kakšno je znanje objektov Na katere ukaze se odzovejo Način predstavitve lastnosti
Naredimo razred Katera so stanja/lastnosti Kaj hočemo o objektih te vrste vedeti Kakšne lastnosti imajo Katere so metode Kakšno je znanje objektov Na katere ukaze se odzovejo Način predstavitve lastnosti
Microsoft Word - NOVA DELOVNA OBLEKA - KAPA_KONCNI-3.doc
 GASILSKA ZVEZA SLOVENIJE GASILSKA DELOVNA OBLEKA KAPA Standard kakovosti :GZS-DO-K-2013-1A Datum:24.09. 2013 1. PREDMET STANDARDA Ta standard se nanaša na kapo, ki je sestavni del gasilske delovne obleke.
GASILSKA ZVEZA SLOVENIJE GASILSKA DELOVNA OBLEKA KAPA Standard kakovosti :GZS-DO-K-2013-1A Datum:24.09. 2013 1. PREDMET STANDARDA Ta standard se nanaša na kapo, ki je sestavni del gasilske delovne obleke.
Microsoft Word - WP5 D15b infopackage supplement public buildings Slovenia.doc
 ENERGETSKA IZKAZNICA KAKO SE NANJO PRIPRAVIMO Izkaznica na podlagi izmerjene rabe energije Energetske izkaznice za javne stavbe bodo predvidoma temeljile na izmerjeni rabi energije za delovanje stavbe.
ENERGETSKA IZKAZNICA KAKO SE NANJO PRIPRAVIMO Izkaznica na podlagi izmerjene rabe energije Energetske izkaznice za javne stavbe bodo predvidoma temeljile na izmerjeni rabi energije za delovanje stavbe.
Schöck Isokorb tip W Schöck Isokorb tip W W Schöck Isokorb tip W Primeren je za konzolne stenske plošče. Prenaša negativne momente in pozitivne prečne
 Primeren je za konzolne stenske plošče. Prenaša negativne momente in pozitivne prečne sile. Poleg tega prenaša tudi izmenične vodoravne sile. 111 Razvrstitev elementov Prerez pri vgrajevanju zunaj znotraj
Primeren je za konzolne stenske plošče. Prenaša negativne momente in pozitivne prečne sile. Poleg tega prenaša tudi izmenične vodoravne sile. 111 Razvrstitev elementov Prerez pri vgrajevanju zunaj znotraj
Microsoft Word - M docx
 Š i f r a k a n d i d a t a : ržavni izpitni center *M15178112* SPOMLNSKI IZPITNI ROK Izpitna pola 2 Četrtek, 4. junij 2015 / 90 minut ovoljeno gradivo in pripomočki: Kandidat prinese nalivno pero ali
Š i f r a k a n d i d a t a : ržavni izpitni center *M15178112* SPOMLNSKI IZPITNI ROK Izpitna pola 2 Četrtek, 4. junij 2015 / 90 minut ovoljeno gradivo in pripomočki: Kandidat prinese nalivno pero ali
Adaptive Sound Technology Dodatek
 Adaptive Sound Technology Dodatek Prva namestitev televizorja Sistem je opremljen s funkcijo Adaptive Pregled prve namestitve Sound Technology, ki omogoča optimalno doživetje zvoka pri postavitvi več zvočnikov,
Adaptive Sound Technology Dodatek Prva namestitev televizorja Sistem je opremljen s funkcijo Adaptive Pregled prve namestitve Sound Technology, ki omogoča optimalno doživetje zvoka pri postavitvi več zvočnikov,
FAKULTETA ZA STROJNIŠTVO Matematika 2 Pisni izpit 9. junij 2005 Ime in priimek: Vpisna št: Zaporedna številka izpita: Navodila Pazljivo preberite bese
 FAKULTETA ZA STROJNIŠTVO Matematika Pisni izpit 9. junij 005 Ime in priimek: Vpisna št: Zaporedna številka izpita: Navodila Pazljivo preberite besedilo naloge, preden se lotite reševanja. Veljale bodo
FAKULTETA ZA STROJNIŠTVO Matematika Pisni izpit 9. junij 005 Ime in priimek: Vpisna št: Zaporedna številka izpita: Navodila Pazljivo preberite besedilo naloge, preden se lotite reševanja. Veljale bodo
Microsoft Word - Series 9_rezultati raziskave_slo.docx
 Series 9 Rezultati raziskav, ki dokazujejo trditev»najbolj učinkovit in udoben brivnik/britje na svetu, testiran(o) na nekajdnevni bradi.«za utemeljitev reklamnega sporočila:»najbolj učinkovit in udoben
Series 9 Rezultati raziskav, ki dokazujejo trditev»najbolj učinkovit in udoben brivnik/britje na svetu, testiran(o) na nekajdnevni bradi.«za utemeljitev reklamnega sporočila:»najbolj učinkovit in udoben
Microsoft Word - SI_vaja5.doc
 Univerza v Ljubljani, Zdravstvena fakulteta Sanitarno inženirstvo Statistika Inštitut za biostatistiko in medicinsko informatiko Š.l. 2011/2012, 3. letnik (1. stopnja), Vaja 5 Naloge 1. del: t test za
Univerza v Ljubljani, Zdravstvena fakulteta Sanitarno inženirstvo Statistika Inštitut za biostatistiko in medicinsko informatiko Š.l. 2011/2012, 3. letnik (1. stopnja), Vaja 5 Naloge 1. del: t test za
Navodilo Struktura cene izdelka Št. dokumenta : Izdaja: 01 Datum spremembe: Stran: 1/5 NAVODILO STRUKTURA CENE IZDELKA 1. POVZETEK
 Stran: 1/5 NAVODILO STRUKTURA CENE IZDELKA 1. POVZETEK Splošne informacije Naročnik E-mail Telefonska številka Datum Dobavitelj Dobaviteljeva št. Projekt Referenca Naziv Indeks Verzija Varianta Odgovorna
Stran: 1/5 NAVODILO STRUKTURA CENE IZDELKA 1. POVZETEK Splošne informacije Naročnik E-mail Telefonska številka Datum Dobavitelj Dobaviteljeva št. Projekt Referenca Naziv Indeks Verzija Varianta Odgovorna
SLO NAVODILA ZA UPORABO IN MONTAŽO Kat. št.: NAVODILA ZA UPORABO Laserliner tester napetosti AC tive Finder Kataloška št.: 12 3
 SLO NAVODILA ZA UPORABO IN MONTAŽO Kat. št.: 12 33 32 www.conrad.si NAVODILA ZA UPORABO Laserliner tester napetosti AC tive Finder Kataloška št.: 12 33 32 KAZALO 1. FUNKCIJE / UPORABA... 3 2. VARNOSTNI
SLO NAVODILA ZA UPORABO IN MONTAŽO Kat. št.: 12 33 32 www.conrad.si NAVODILA ZA UPORABO Laserliner tester napetosti AC tive Finder Kataloška št.: 12 33 32 KAZALO 1. FUNKCIJE / UPORABA... 3 2. VARNOSTNI
Microsoft Word - M docx
 Š i f r a k a n d i d a t a : Državni izpitni center *M15245112* JESENSKI IZPITNI ROK Izpitna pola 2 / 90 minut Dovoljeno gradivo in pripomočki: Kandidat prinese nalivno pero ali kemični svinčnik in računalo.
Š i f r a k a n d i d a t a : Državni izpitni center *M15245112* JESENSKI IZPITNI ROK Izpitna pola 2 / 90 minut Dovoljeno gradivo in pripomočki: Kandidat prinese nalivno pero ali kemični svinčnik in računalo.
STAVKI _5_
 5. Stavki (Teoremi) Vsebina: Stavek superpozicije, stavek Thévenina in Nortona, maksimalna moč na bremenu (drugič), stavek Tellegena. 1. Stavek superpozicije Ta stavek določa, da lahko poljubno vezje sestavljeno
5. Stavki (Teoremi) Vsebina: Stavek superpozicije, stavek Thévenina in Nortona, maksimalna moč na bremenu (drugič), stavek Tellegena. 1. Stavek superpozicije Ta stavek določa, da lahko poljubno vezje sestavljeno
Navodila za uporabo Mini snemalnik
 Navodila za uporabo Mini snemalnik www.spyshop.eu Pred vami so navodila za pravilno uporabo mini snemalnika in opis funkcionalnosti. Lastnosti snemalnika: Naziv Mere Teža Kapaciteta spomina Snemanje Format
Navodila za uporabo Mini snemalnik www.spyshop.eu Pred vami so navodila za pravilno uporabo mini snemalnika in opis funkcionalnosti. Lastnosti snemalnika: Naziv Mere Teža Kapaciteta spomina Snemanje Format
4. tema pri predmetu Računalniška orodja v fiziki Ljubljana, Grafi II Jure Senčar
 4. tema pri predmetu Računalniška orodja v fiziki Ljubljana, 6.4.29 Grafi II Jure Senčar Relativna sila krčenja - F/Fmax [%]. Naloga Nalogo sem delal v Excelu. Ta ima vgrajeno funkcijo, ki nam vrne logaritemsko
4. tema pri predmetu Računalniška orodja v fiziki Ljubljana, 6.4.29 Grafi II Jure Senčar Relativna sila krčenja - F/Fmax [%]. Naloga Nalogo sem delal v Excelu. Ta ima vgrajeno funkcijo, ki nam vrne logaritemsko
predstavitev fakultete za matematiko 2017 A
 ZAKAJ ŠTUDIJ MATEMATIKE? Ker vam je všeč in vam gre dobro od rok! lepa, eksaktna veda, ki ne zastara matematičnoanalitično sklepanje je uporabno povsod matematiki so zaposljivi ZAKAJ V LJUBLJANI? najdaljša
ZAKAJ ŠTUDIJ MATEMATIKE? Ker vam je všeč in vam gre dobro od rok! lepa, eksaktna veda, ki ne zastara matematičnoanalitično sklepanje je uporabno povsod matematiki so zaposljivi ZAKAJ V LJUBLJANI? najdaljša
ACAD-BAU-Analiza-prostorov
 ANALIZA PROSTOROV Ko obdelujemo večje projekte, je analiza prostorov zelo pomembna v vseh fazah projektiranja. Pri idejnem snovanju moramo npr. za določeno površino trgovske namembnosti zagotoviti primerno
ANALIZA PROSTOROV Ko obdelujemo večje projekte, je analiza prostorov zelo pomembna v vseh fazah projektiranja. Pri idejnem snovanju moramo npr. za določeno površino trgovske namembnosti zagotoviti primerno
(Microsoft Word - 3. Pogre\232ki in negotovost-c.doc)
") 3.4 Merilna negotovost Merilna negotovost je parameter, ki pripada merilnem rezltat. Označje razpršenost vrednosti, ki jih je mogoče z določeno verjetnostjo pripisati merjeni veličini. Navaja kakovost
3.4 Merilna negotovost Merilna negotovost je parameter, ki pripada merilnem rezltat. Označje razpršenost vrednosti, ki jih je mogoče z določeno verjetnostjo pripisati merjeni veličini. Navaja kakovost
N
 Državni izpitni center *N13164132* REDNI ROK 3. obdobje TEHNIKA IN TEHNOLOGIJA Torek, 14. maj 2013 NAVODILA ZA VREDNOTENJE NAIONALNO PREVERJANJE ZNANJA ob koncu 3. obdobja RI 2013 2 N131-641-3-2 SPLOŠNA
Državni izpitni center *N13164132* REDNI ROK 3. obdobje TEHNIKA IN TEHNOLOGIJA Torek, 14. maj 2013 NAVODILA ZA VREDNOTENJE NAIONALNO PREVERJANJE ZNANJA ob koncu 3. obdobja RI 2013 2 N131-641-3-2 SPLOŠNA
Microsoft PowerPoint - ID02_ANALIZA REZULTATOV JAMOMERSKIH MERITEV ZA IZGRADNJO JAŠKA NOP II - predstavitev skok čez kožo.pptx
 43. SKOK ČEZ KOŽO Analiza rezultatov jamomerskih meritev za izgradnjo jaška NOP II Matjaž Koželj 1, Jure Slatinšek 2, Tomaž Ambrožič 3 1 Premogovnik Velenje d.d., Velenje 2 PV Invest, d.o.o., Velenje 3
43. SKOK ČEZ KOŽO Analiza rezultatov jamomerskih meritev za izgradnjo jaška NOP II Matjaž Koželj 1, Jure Slatinšek 2, Tomaž Ambrožič 3 1 Premogovnik Velenje d.d., Velenje 2 PV Invest, d.o.o., Velenje 3
Diapozitiv 1
 Vhodno izhodne naprave Laboratorijska vaja 5 - LV 1 Meritve dolžine in karakteristične impedance linije VIN - LV 1 Rozman,Škraba, FRI Model linije Rs Z 0, Vs u i u l R L V S - Napetost izvora [V] R S -
Vhodno izhodne naprave Laboratorijska vaja 5 - LV 1 Meritve dolžine in karakteristične impedance linije VIN - LV 1 Rozman,Škraba, FRI Model linije Rs Z 0, Vs u i u l R L V S - Napetost izvora [V] R S -
Microsoft PowerPoint - OVT_4_IzolacijskiMat_v1.pptx
 Osnove visokonapetostne tehnike Izolacijski materiali Boštjan Blažič bostjan.blazic@fe.uni lj.si leon.fe.uni lj.si 01 4768 414 013/14 Izolacijski materiali Delitev: plinasti, tekoči, trdni Plinasti dielektriki
Osnove visokonapetostne tehnike Izolacijski materiali Boštjan Blažič bostjan.blazic@fe.uni lj.si leon.fe.uni lj.si 01 4768 414 013/14 Izolacijski materiali Delitev: plinasti, tekoči, trdni Plinasti dielektriki
Navodila za montažo WC DESKA IZDELANO V NEMČIJI myhansecontrol.com myhansecontrol.com Uporabniku prijazna navodila ID: #05000
 Navodila za montažo WC DESKA IZDELANO V NEMČIJI myhansecontrol.com myhansecontrol.com Uporabniku prijazna navodila ID: #05000 Hitro in preprosto do cilja s kodami QR Ne glede na to, ali potrebujete informacije
Navodila za montažo WC DESKA IZDELANO V NEMČIJI myhansecontrol.com myhansecontrol.com Uporabniku prijazna navodila ID: #05000 Hitro in preprosto do cilja s kodami QR Ne glede na to, ali potrebujete informacije